Надёжный плазморез своими руками. Инструкция
Аппараты для плазменной резки помогают формировать заготовки любой конфигурации. Они способны работать со всеми металлами, используются во многих сферах промышленности. Применяются приборы и в домашних условиях. Поскольку во многих мастерских присутствуют сварочные агрегаты, можно делать плазморезы своими руками из базовых аппаратов.

Назначение плазменного резака
Прибор используется для раскроя металлических листов и заготовок. Температура плазмы, выпускаемой соплом горелки, достигает 8000 °С. Это помогает без труда нарезать детали из любых материалов, в т. ч. тугоплавких.
Плазморезы применяются при:
- изготовлении различных металлоконструкций;
- прокладке коммуникационных линий;
- резке жаропрочных легированных сталей, содержащих титан, молибден и никель (такие материалы плавятся при температуре свыше 3000 °С);
- раскрое тонколистового металла (плазморез обеспечивает высокую точность воздействия).
Типовая конструкция плазмореза
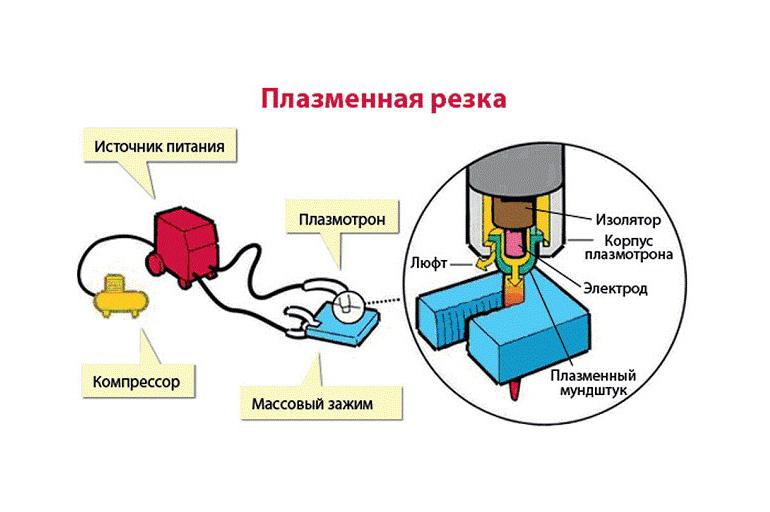
Стандартный плазменный резак включает в себя следующие компоненты:
- Блок питания. Используется для подачи тока на стержень.
- Плазмотрон. Важная часть аппарата, которая отличается сложным строением. В этом блоке под влиянием тока образуется мощная плазменная струя.
- Осциллятор. Применяется для быстрого розжига дуги и ее поддержания.
- Компрессор. Создает мощный поток воздуха, попадающий в горелку. Это способствует охлаждению плазмотрона, нагреванию плазмы, автоматическому удалению расплава с места резки.
- Кабель-шланг. Через этот элемент осуществляется подача тока в горелку. Это способствует ионизации газа, возбуждению электрической дуги. Кроме того, через трубку под давлением поступает воздух.
- Провод массы.
Как работает устройство
Чтобы правильно собрать плазменный резак своими руками, нужно разобраться в принципах действия этого аппарата.
Процесс образования плазмы
После активации источника питания ток начинает поступать на электрод. Это способствует появлению сварочной дуги, температура которой достигает 8000 °С. На следующем этапе в камеру сопла нагнетается сжатый воздух, проводящий электрический заряд.
.jpg)
Газовая смесь ионизируется под влиянием дуги. Объем воздуха многократно увеличивается, он сильно разогревается.
Как происходит резка
Посредством сопла из плазматрона выводится мощная струя ионизированного газа, температура которого продолжает быстро расти. Скорость потока достигает 3 м/с. За счет этого осуществляется резка металлических заготовок. При попадании плазмы на поверхность электрический ток передается ей. Изначальная дуга гаснет, образуется новая, называемая режущей.
Принципиальная схема устройства
На типовом чертеже самодельного плазмореза отображают следующие элементы:
- Электрод. На этот компонент поступает напряжение от блока питания, благодаря чему осуществляется ионизация газовой среды. Для производства стержня используют тугоплавкие металлы – титан, гафний, цирконий.
- Сопло. Узел пропускает воздух, создает направленную струю из ионизированного газа.
- Охладитель. Отводит тепло от сопла, препятствуя перегреву плазмотрона.
Собираемый по типовой схеме аппарат имеет следующий принцип работы:
- Нажатием на клавишу «Пуск» включается реле. Оно обеспечивает подачу электричества к управляющему блоку.
- Второе реле направляет ток на инвертор. После этого включается система продувки горелки. Мощный воздушный поток попадает в камеру, прочищая ее.
- Срабатывает осциллятор, который ионизирует рабочий газ, циркулирующий между анодом и катодом. На этой стадии появляется первичная дуга.
- При поднесении горелки к металлу возникает разряд. Формируется режущая дуга.
- С помощью геркона отключается подача тока для розжига. При пропаже режущей дуги она возобновляется.
- После окончания резки реле включает компрессор. Нагнетаемый им воздух охлаждает сопло, удаляет продукты горения металла.
Плюсы и минусы
К преимуществам использования плазменного оборудования перед другими методами резки относят:
- возможность работы со всеми металлами и сплавами;
- высокую производительность аппарата;
- увеличенную точность воздействия, помогающую получить ровный срез без наплывов и потеков;
- отсутствие необходимости предварительного нагрева деталей;
- отказ от использования взрывоопасных газов – метана или кислорода.

Отрицательными сторонами плазменной резки считают:
- сложность сборки самодельного аппарата, высокую стоимость готовых установок;
- необходимость организации отдельного блока управления для каждого оператора;
- угол среза не более 50°;
- повышенный уровень шума от работающего оборудования.
Самостоятельное изготовление насадок
К сменным насадкам относятся сопло и электрод.
При их изготовлении учитывают следующие моменты:
- Для плазменной сварки и резки подойдут электроды из тугоплавких металлов. При нагревании на их поверхностях образуются жаропрочные оксидные пленки. Однако при выборе металла учитывают, что некоторые вещества выделяют токсичные пары или образуют радиоактивные соединения. Гафний – оптимальный вариант для изготовления электрода к самодельному резаку.
- От параметров сопла зависят качество среза и скорость работы. Делать деталь слишком длинной нельзя: она быстро износится. Рекомендованный диаметр сопла – 3 мм.
Переделка из инверторного аппарата
Правильно собрать плазморез из сварочного инвертора своими руками можно, тщательно изучив принципы изготовления, купив все нужные детали.
Чертеж плазмореза на основе инвертора
Самодельные устройства рекомендуется собирать по типовым схемам, например на основе аппарата АПР-91. Необходимо четко придерживаться готовых чертежей. Это поможет правильно установить все конструктивные элементы, сделать работоспособное устройство.
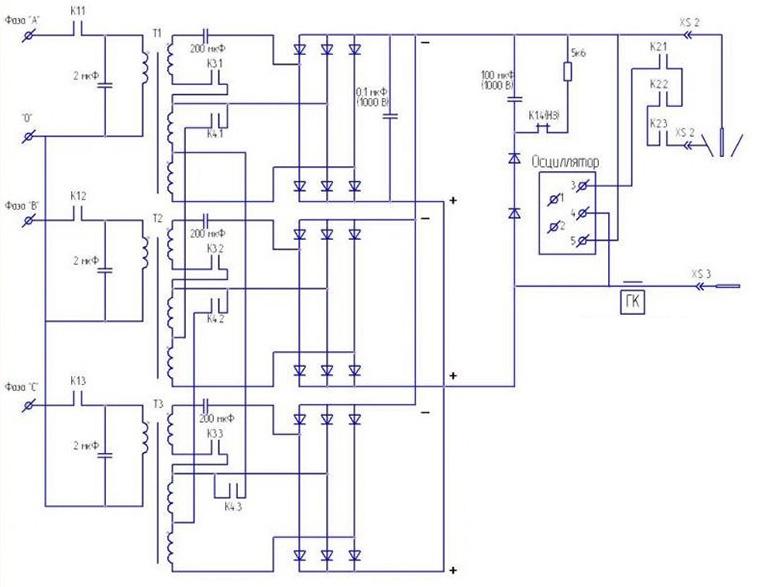
Схема и изготовление осциллятора
Блок используется для генерации высокочастотных токов. Он функционирует в импульсном или непрерывном режиме. Осциллятор помогает быстро подготовить резак к работе.
Электрическая схема этого узла включает в себя:
- преобразователь (выпрямитель);
- ряд конденсаторов;
- блок питания;
- управляющие элементы;
- импульсный модуль;
- датчик напряжения.
.jpg)
Все компоненты размещают на текстолитовой плате толщиной более 1 см. Осциллятор включают в цепь параллельно с инвертором.
Необходимые детали и возможность их самостоятельного изготовления
Для изготовления плазмореза требуется мощный источник питания. Лучший вариант – сварочный инвертор, выдающий стабильное напряжение.
Также потребуются следующие компоненты:
- Блок питания. Для формирования этого узла используют сварочный инвертор, работающий с постоянным током. Переделывать его не нужно: устройство обладает всеми необходимыми для работы параметрами.
- Плазмотрон. Этот компонент рекомендуется покупать в готовом виде, создавать его самостоятельно сложно.
- Осциллятор. Устройство паяют по простой схеме. Однако людям, не разбирающимся в электротехнике, рекомендуется приобретать модуль в готовом виде.
- Компрессор. Для самодельного агрегата подойдет любая деталь, например от краскопульта.
- Кабель-шланг. Этот элемент можно сконструировать из кислородного шланга и стандартного провода. Однако желательно приобрести готовый набор, включающий все необходимые компоненты.
- Кабель массы. Снабжается зажимом для фиксации на разрезаемой детали.
.jpg)
Процесс сборки плазмореза
Для подготовки оборудования к использованию плазмотрон соединяют с компрессором и инвертором.
Для этого потребуются кабель-пакеты, с которыми работают так:
- Провод подачи электрического тока применяют для соединения электрода с инверторным сварочным аппаратом.
- Воздушный шланг подключают к плазменной горелке и компрессору. В результате из воздушного потока должна образовываться струя плазмы.
О дальнейшей эксплуатации
Разрезаемый металл расплавляется только в точках воздействия, поэтому важно следить за перемещением потока. При смещении воздушно-плазменной струи качество работы ухудшается. Для соблюдения важного требования применяют тангенциальный способ подачи газа в камеру сопла.
Также следят, чтобы одновременно не формировались 2 плазменные струи. Из-за этого инвертор быстро выходит из строя.
Во время резки контролируют следующие показатели:
- Скорость движения воздуха. Она не должна резко повышаться. Качественный срез получается, если параметр составляет 800 м/с.
- Силу тока, подаваемого инвертором. Она должна составлять не более 250 А.
.jpg)
Резак на основе трансформатора
Как и другие компоненты системы, источник питания собирают или дорабатывают своими руками. Подробная инструкция помогает легко справиться с этой задачей.
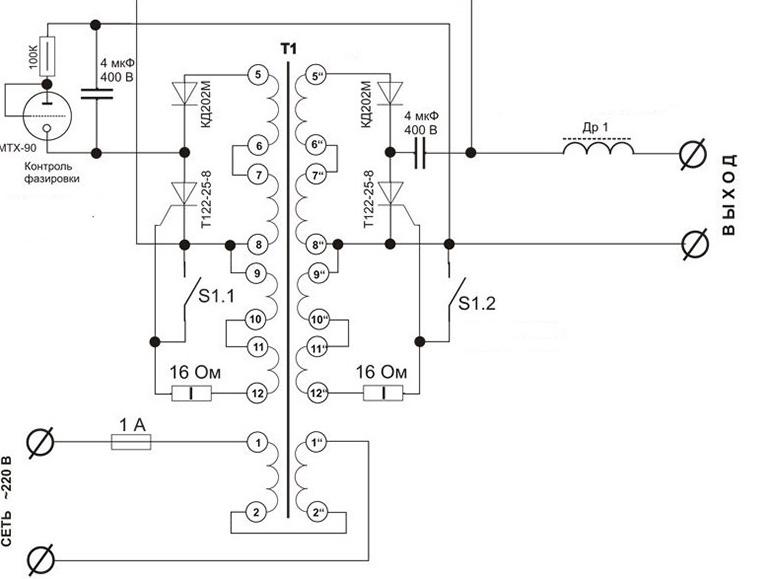
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
.jpg)
Пример грамотного чертежа
На правильно составленной схеме должны отображаться все элементы вне зависимости от мест их расположения.
.jpg)
Главная цель разработки чертежа – установка связей между компонентами оборудования, ознакомление пользователя с принципами действия будущего плазмореза.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.
При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника – 107 мм²;
- число витков первичной обмотки – 225, вторичной – 205.
.jpg)
После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги – 1,5 мм². Рекомендованный диаметр воздушного шланга – 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
На заключительном этапе сборки подключают кабели массы, сварочного стержня и начальной дуги к клеммам на блоке питания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Что лучше брать за основу: инвертор или трансформатор
Источник питания первого типа можно использовать, не внося в его конструкцию существенных изменений. Достаточно подключить к инвертору осциллятор. Трансформатор требует полной переделки.
Кроме того, он имеет следующие недостатки:
- большие размер и вес;
- высокое энергопотребление.
Инвертор делает резку более качественной, расходует меньше электричества, поддерживает стабильную дугу. Однако он чувствителен к скачкам напряжения.
Плазморез: плазменный резак металла своими руками из инвертора
 Раскрой листового металлопроката является сложным процессом, требующим применения специального оборудования. Быстро справиться с задачей поможет плазморез, с помощью которого можно изготовить детали любой конфигурации. Промышленной установкой можно работать с алюминием, нержавейкой, латунью, сталью, сверхпрочными сплавами.
Раскрой листового металлопроката является сложным процессом, требующим применения специального оборудования. Быстро справиться с задачей поможет плазморез, с помощью которого можно изготовить детали любой конфигурации. Промышленной установкой можно работать с алюминием, нержавейкой, латунью, сталью, сверхпрочными сплавами.
Для бытовых нужд можно сделать плазморез из инвертора своими руками в домашней мастерской. Несмотря на то, что аппарат будет иметь ограниченные возможности в отношении конфигурации получаемого продукта из металлов разной твердости, кроме толщины материала и скорости его резки не имеется. В зависимости от мощности устройства прибор может использоваться для сварки металлов в среде газа аргон.
Комплектующие детали для аппарата
Для изготовления плазмореза можно взять серийный сварочный инвертор, на основе которого изготавливаются чертежи и схемы плазмореза своими руками. Сборку производительного агрегата можно осуществить из набора элементов:
 плазмотрона (плазменного резака);
плазмотрона (плазменного резака);- источника питания (инвертор, трансформатор);
- осциллятор;
- компрессор для охлаждения плазмы;
- электрические кабели;
- соединительные шланги.
 плазмотрона (плазменного резака);
плазмотрона (плазменного резака);Выбор источника питания для комплектации самодельного плазмореза рекомендуется ориентировать на силу вырабатываемого тока. К положительным свойствам оборудования относятся оптимальные габаритные размеры, небольшой вес, удобство в эксплуатации. Негативным фактором прибора является сложность при работе с толстым листом металла.

Благодаря высоким техническим характеристикам плазменная резка металла, своими руками которую можно изготовить в частной мастерской, имеет стабильное напряжение, влияющее на качество резки. Аппарат, изготовленный на основе инвертора, обладает высоким КПД, простой схемой настройки, малым потреблением электрической энергии, помогает выполнять работы на объектах с ограниченной доступностью.
Как изготовить плазморез
 Для того чтобы изготовить плазмотрон своими руками, схемы, чертежи и описание которого можно найти в мировой сети, необходимо подобрать сменные плазменные резаки, позволяющие получить режущую струю нужной толщины, повысить качество и эффективность резки. Рабочий процесс требует соблюдения личной техники безопасности оператором.
Для того чтобы изготовить плазмотрон своими руками, схемы, чертежи и описание которого можно найти в мировой сети, необходимо подобрать сменные плазменные резаки, позволяющие получить режущую струю нужной толщины, повысить качество и эффективность резки. Рабочий процесс требует соблюдения личной техники безопасности оператором.
Формирование потока сжатого воздуха, переходящего в струю плазмы высокой температуры, осуществляется компрессором специальной конструкции. Для подачи питания от электрической сети и воздуха от компрессора в самодельном плазморезе из сварочного инвертора используется кабельно шланговый пакет. Шланг подает газ аргон через патрубок в вихревую камеру с выходом в одну сторону.
Устройство для резки металла, изготовленное в домашней мастерской, может выполнять другие виды работ. Для изготовления высокопроизводительного аппарата из бытового инвертора прямого действия понадобится:
- стол;
- шаговые элементы;
- направляющие детали;
- блок управления;
- ременная передача.
 Резак плазменный прямого действия представляет собой элемент, состоящий из двух электродов: основного и медного сопла, или анода. Основной электрод, или катод, изготавливается из тугоплавкого металла, токопроводящим элементом является обрабатываемый материал. Резка металла осуществляется плазменной дугой, возникающей между соплом и металлом.
Резак плазменный прямого действия представляет собой элемент, состоящий из двух электродов: основного и медного сопла, или анода. Основной электрод, или катод, изготавливается из тугоплавкого металла, токопроводящим элементом является обрабатываемый материал. Резка металла осуществляется плазменной дугой, возникающей между соплом и металлом.
Кроме расходных элементов в плазморезе из инвертора имеется изолятор и камеры сгорания для аргона. При включении осциллятора газ, вырываясь из отверстия сопла с керамическим корпусом под большим давлением, разогревается до температуры + 5000 С, превращается в плазму и воздействует на узкую полосу металла. При отделении элементов на месте разреза образуется гладкая поверхность, процесс не образует брызг и рваных краев.

Если нет возможности сделать самостоятельно осциллятор из деталей, его можно заменить прибором ВДС-02 заводского изготовления. Технические характеристики прибора позволяют параллельно или последовательно подключать устройство к инвертору.
Для быстрой сборки и разборки устройства специалисты рекомендуют воспользоваться клеммами или специальными зажимами.
Свойство самодельного устройства
 В отличие от привычного сварочного аппарата плазморез, собранный своими руками, работает от системы управления поджигом, первичная искра запала получается от встроенного осциллятора. После образования плазмы система отключается с помощью реле, реагирующего на величину тока от нагрузочного инвертора. Для формирования плазмы давление рабочей среды должно достигать 2,5 атм, величину которого может обеспечить инверторный компрессор автомобильный или с ресивером.
В отличие от привычного сварочного аппарата плазморез, собранный своими руками, работает от системы управления поджигом, первичная искра запала получается от встроенного осциллятора. После образования плазмы система отключается с помощью реле, реагирующего на величину тока от нагрузочного инвертора. Для формирования плазмы давление рабочей среды должно достигать 2,5 атм, величину которого может обеспечить инверторный компрессор автомобильный или с ресивером.
В комплектацию оборудования рекомендуется ввести редуктор, позволяющий поддерживать давление газа на постоянном уровне. Затраты на устройство быстро окупятся, если аппарат используется при выполнении покраски объекта из краскопульта. Ручная самоделка показывает высокие результаты при работе как с листовой жестью толщиной 1 мм, так и со стальными заготовками толщиной до 20 мм. Качество работы будет выше, чем на станке с ЧПУ.
Рекомендации профессиональных сварщиков
Работа с прибором плазменного типа отличается от сварки металлов электродами. Процесс обработки заготовки устройством первого типа заключается в особенностях технологического процесса. Для ручного плазмореза потребуется запас прокладок для шлангов, отсутствие расходного материала может привести агрегат к поломке.
 В качестве запасного элемента всегда в наличии должна иметься горелка, так как при выполнении задач сопло подвергается быстрому нагреву и охлаждению. Также важно иметь в запасе тугоплавкие электроды, изготовленные из циркония, тория, бериллия или гафния. Используя электроды специального назначения, следует помнить, что при нагревании бериллий выделяет радиоактивные оксиды, из тория выделяются летучие токсичные элементы.
В качестве запасного элемента всегда в наличии должна иметься горелка, так как при выполнении задач сопло подвергается быстрому нагреву и охлаждению. Также важно иметь в запасе тугоплавкие электроды, изготовленные из циркония, тория, бериллия или гафния. Используя электроды специального назначения, следует помнить, что при нагревании бериллий выделяет радиоактивные оксиды, из тория выделяются летучие токсичные элементы.
Для раскроя металла по однотипной программе лучше всего использовать плазморезку отдельной модификации, имеющей в комплектации защитные кожухи для рук оператора. Эксплуатация оборудования связана с угрозой для жизни и здоровья персонала, к работе с плазменной установкой разрешена только специалистам высокой квалификации.
Originally posted 2018-03-28 15:30:45.
Плазмотрон своими руками: схемы, чертежи, характеристики назначение и комплектующие детали на ручной плазморез
Автор: pnp_machinist, pnp_mechanic@mail.ru
Опубликовано 30.10.2016
Создано при помощи КотоРед.
Участник Конкурса “Поздравь Кота по-человечески 2016!”
Простой аппарат плазменной резки.
Значение аппарата плазменной резки для народного хозяйства трудно переоценить. Так например одна только экономия металла при раскрое составляет 10-15%. Не говоря уже о возможности вырезать отверстия и детали различной формы в листовом металле. Появление на рынке сварочных инверторов и расходных материалов для плазмотронов сделало этот способ обработки металла доступным для широких масс населения.
В нашем случае в качестве рабочей среды плазмы используется осушенный атмосферный воздух давлением 3.5 – 4 Атм. Плазматрон CUT-40 как один из самых доступных . И инвертор сварочного тока выходным напряжением 100-140 вольт, 10-40 А. Этого вполне хватает для резки металла толщиной 0,5 – 6 мм. Исходя из данных – сила тока для реза 1 мм. толщины металла должна быть примерно 6 А
Теория.
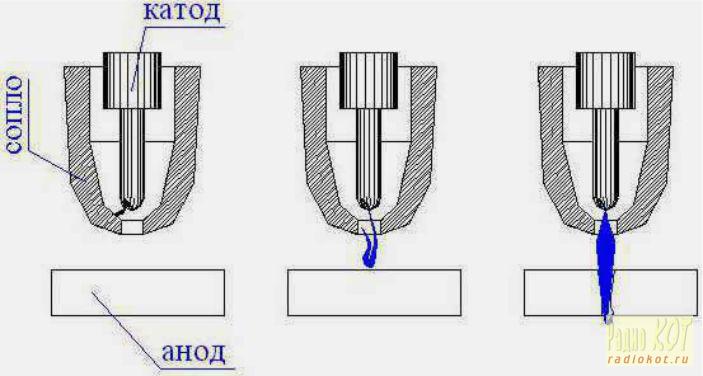
Как видно на условном изображения горелки, атмосферный воздух одновременно является рабочей средой для образования плазмы и охлаждает элементы горелки.
В первый момент дуга разжигается высоковольтным разрядом между электродом и соплом при условии контакта последнего с анодом т.е. металлом. Далее образовавшаяся плазма выдувается потоком воздуха. Для поддержания стабильной дуги необходимо выдерживать зазор между соплом горелки и металлом около 1 мм. , что весьма трудно. Для этого предлагаются специальные насадки. Но как утверждают специалисты они только мешают. Я полностью разделяю их мнение и поэтому просто веду без нажима соплом горелки по заготовке. Замечено при недостаточном токе сопло “прилипает” к металлу. О успешном процессе резки можно судить по видимым искрам с обратной стороны металла. По окончании резки не следует отводить горелку, лучше прервать процесс снятием напряжения. Так продлевается срок службы электрода со вставкой из гафния .
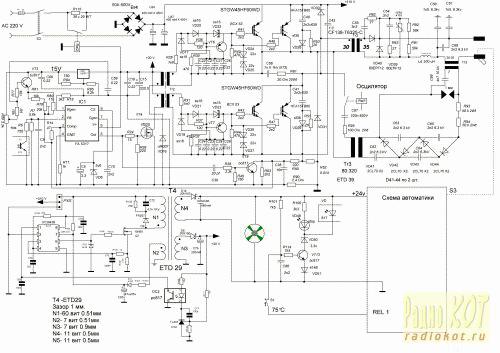
Инвертор
Для силовой части хорошо подходит схема инвертора AVT-200. Данный инвертор уже неоднократно повторялся и хорошо известен в сети Интернет. Оригинал статьи автора доступен в архиве AVT-200.rar. Изменения коснулись узла формирования пилообразного напряжения на токовом входе компаратора и цепей задания тока. Изменена печатная плата.
Узел задания тока питается стабильным напряжением 15 В, что улучшает повторяемость. Для снижения уровня помех в цепях токового компаратора установлен резистор R90. Большая индуктивность выходного дросселя позволяет упростить схему формирования “пилы”. В остальном схема мало отличается от оригинала. Для токового шунта необходимо использовать манганиновую проволоку. В моём случае при диаметре 0.9 мм длинна шунта 20 мм.
Отдельно отмечу в схеме отсутствует узел защиты от превышения тока и К.З. в нагрузке. Разумеется такие узлы необходимы. Но короткое замыкание в правильно собранной горелке CUT-40 не возможно. Если конечно сопло совсем расплавится и останется только электрод.
В большинстве случаев для успешного розжига плазмы хватает высоковольтного разряда напряжением 20-22 кВ. постоянного тока. Схема с искровым разрядником самая простая в реализации . Для снижения требований к повышающему трансформатору используется умножитель напряжения . Разрядник изготовлен из контактов реле , зазор 1 – 1.5 мм. Высоковольтный трансформатор намотан на ферритовом сердечнике диаметром 8 мм. длинной 80 мм Первичная обмотка 7-8 витков проводом МГТФ-0,35. Вторичная медным проводом ПЭВ- 2 диаметром 1,5 мм. Пропитан эпоксидной смолой. Между обмоточками изоляция обязательна. Накопительный конденсатора взят из стартёра времён СССР для лампы дневного света мощностью 80 Вт. Как оказалось другие конденсаторы – 10n 6,3 kV. сгорают после 3-й попытки розжига.

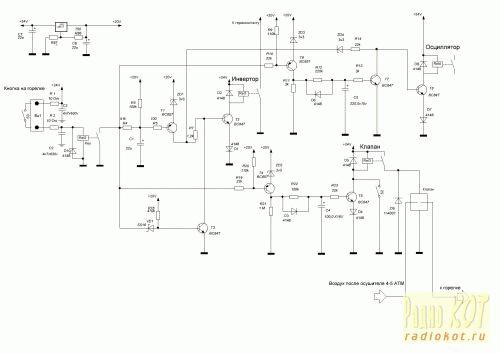
Схема управления.
Для работы реализована простая последовательность управления.
При нажатии кнопки оператора S3 последовательно происходит
1- Подача воздуха.
2- Пауза 0.5-1 сек. (это время необходимо для продувки плазмотрона)
3- Включение инвертора.
4- Включение осциллятора на 2 сек.
При размыкании кнопки выключается инвертор и с задержкой 3-4 сек. снимается напряжение с воздушного клапана. Этого времени достаточно для остывания горелки.
В исходном состоянии все реле обесточены и копка оператора S3 отжата. При замыкании S3 сработает реле REL 2 и своими контактами замкнёт базовые цепи транзисторов Т1, Т3, Т4, Т6. к общему проводу. Причём напряжение на базе транзисторе Т1 появится с небольшой задержкой обусловленной RC цепочкой R4,C1. Стабилитрон в цепи коллектора Т1 определяет пороговое напряжение при открытии транзистора, что также является своеобразной защитой от помех в цепях управления.
Далее открывается транзистор Т2 и срабатывает реле включения инвертора. При нажатой кнопке S3 транзистор Т3 закрыт и на работу схемы не влияет.
Одновременно с этим подаётся напряжение на схему включения осциллятора.
Положительное напряжение с коллектора транзистора Т1 через стабилитрон ZD4 попадает на базу Т8 , открывшийся транзистор включает реле подачи напряжения на осциллятор. По истечении времени заряда конденсатора С5 транзистор Т7 закрывает транзистор Т8. Так время работы осциллятора ограничено 1-2 секундами. Что вполне достаточно для уверенного розжига дуги в плазмотроне.
Реализация временных задержек для осциллятора и воздушного клапана реализованы по сходным схемам.
При размыкании кнопки S3 снимается напряжение с обмотки реле REL 2 . Далее положительное напряжение через резистор R16 открывает транзистор Т3 который блокирует транзистор Т2 и реле управления инвертором обесточится. Одновременно с этим конденсатор С4 разряжается через резистор R23 и переход база эмиттер. Таким образом воздушный клапан выключается с необходимой задержкой. При повторном нажатии кнопки S3 процесс повторяется.
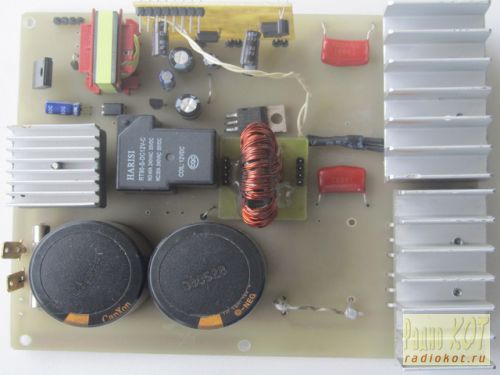
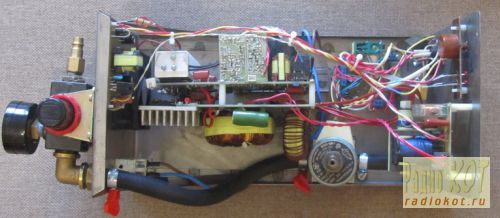
Детали.
Как оказалось самая большая проблема – это перекрыть поток воздуха. Для этих целей установлен клапан КИПиА времён СССР . Не смотря на надпись 1 атм. ДУ 2.5мм. Он с честью перекрывает 4 атм. Фильтр для очистки воздуха 1/4″ Intrtool PT1412 выбран как самый доступный.
Трансформатор инвертора на кольце CF138-T6325-C первичная и вторичная обмотки намотаны в два провода диаметром 1.2 мм. Выходной дроссель на кольце из альсифера 46х25х18 проводом 1.5 мм до заполнения в один слой. Выбран именно этот дроссель т.к. в моём случае нет необходимости использовать токи более 20 А. Высоковольтный трансформатор намотан проводом 1.5мм из этих же соображений. Трансформатор осциллятора намотан на сердечнике ETD-39 проводом ПЭВ-2 -0.45 послойная и между обмотками изоляция обязательна.


Проверка инвертора.
На время проверки силовой части осциллятор и схема управления должны быть отключены. Разумеется контакты реле блокировки инвертора нужно замкнуть.
Перед включением необходимо проверить правильность монтажа. Первым проверяется источник питания , предусмотрена возможность его отдельного подключения через разъём JMP2. Затем необходимо убедится в наличии и правильности формы импульсов частотой 50 кГц. на затворах силовых транзисторов инвертора. Время “спада” не должно превышать 0,25us. Следующим шагом проверяется работа инвертора на эквивалент нагрузки. Я использовал два водяных ТЭНа по 5 кВт. соединённых параллельно. Максимальный ток устанавливается резистором R78. Минимальный ток при данной схеме не нуждается в регулировке. Его значение близко к 10 А. В конце статьи в файлах SDS00003 и SDS00004 приведены формы напряжения на коллекторе транзистора T8 инвертора при отсутствии тока и нагрузке 10 А.
Во время проверки ток в цепи нагрузки контролируется стрелочным амперметром с измерительным шунтом. Розжиг дуги и работа осциллятора проверяется импровизированным имитатором. Две медные проволоки диаметром 0.8 -1 мм. подключаются к аноду и катоду при этом обеспечивается зазор 2-3 мм. Электрическая дуга должна надёжно разжигаться с первого включения осциллятора. При этом медь естественно сгорает, а дуга тухнет.
Далее – пробный рез не толстого металла. Окрашенный желательно не использовать. Регулятором расположенном на фильтре установить давление воздуха 4 атм. Продуть резак воздухом 3-4 сек. для этого принудительно открыть воздушный клапан нажатием кнопки S2. Прикоснувшись соплом к заготовке нажать кнопку на ручке резака. При этом на 2 сек. включается осциллятор. И образовавшимся факелом плазмы резать, без особого нажима ведя по намеченной линии соплом.
Не стоит пренебрегать элементарными правилами ТБ. Величина выходного напряжения и тока могут быть опасны для жизни! Защита органов зрения обязательна!
Традиционно обсуждается на форуме все не написанное здесь.
Как сделать плазменный резак своими руками?
Плазменные резаки активно используются в мастерских и предприятиях, связанных с цветными металлами. Большинство небольших предприятий применяют в работе плазменный резак, изготовленный своими руками.
Плазменный резак хорошо себя показывает при разрезе цветных металлов, поскольку позволяет локально прогревать изделия и не деформировать их. Самостоятельное производство резаков обусловлено высокой стоимостью профессионального оборудования.
В процессе изготовления подобного инструмента используются комплектующие от других электроприборов.
- Особенности и назначение плазменного резака
- Делаем плазменный резак своими руками
- Чертежи
- Что нам понадобится?
- Сборка инвертора
- Рекомендации по работе
- Заключение
Особенности и назначение плазменного резака
Инвертор плазменной резки используется для выполнения работ как в домашних, так и в промышленных условиях. Существует несколько видов плазморезов для работы с различными типами металлов.
- Плазморезы, работающие в среде инертных газов, например, аргона, гелия или азота.
- Инструменты, работающие в среде окислителей, например, кислорода.
- Аппаратура, предназначенная для работы со смешанными атмосферами.
- Резаки, работающие в газожидкостных стабилизаторах.
- Устройства, работающие с водной или магнитной стабилизацией. Это самый редкий вид резаков, который практически невозможно найти в свободной продаже.
Плазменный резак или плазматрон – это основная часть плазменной резки, отвечающая за непосредственную нарезку металла.  Плазменный резак в разборе.
Плазменный резак в разборе.
Большинство инверторных плазменных резаков состоят из:
- форсунки;
- электрода;
- защитного колпачка;
- сопла;
- шланга;
- головки резака;
- ручки;
- роликового упора.
Принцип действия простого полуавтоматического плазмореза состоит в следующем: рабочий газ вокруг плазмотрона прогревается до очень высоких температур, при которых происходит возникновение плазмы, проводящей электричество.
Затем, ток, идущий через ионизированный газ, разрезает металл путем локального плавления. После этого струя плазмы снимает остатки расплавленного металла и получается аккуратный срез.
По виду воздействия на металл различают такие виды плазматронов:
- Аппараты косвенного действия.
Данный вид плазматронов не пропускает через себя ток и пригоден лишь в одном случае – для резки неметаллических изделий. - Плазменная резка прямого действия.
Применяется для разрезки металлов путем образования плазменной струи.
Конструкция плазменного резака и рекомендации по работе с ним серьезно разнятся в зависимости от типа устройства.
Делаем плазменный резак своими руками
Плазменная резка своими руками может быть изготовлена в домашних условиях. Неподъемная стоимость на профессиональное оборудование и ограниченное количество представленных на рынке моделей вынуждают умельцев собирать плазморез из сварочного инвертора своими руками.
Самодельный плазморез можно выполнить при условии наличия всех необходимых компонентов.
Перед тем как сделать плазморежущую установку, необходимо подготовить следующие комплектующие:
- Компрессор.
Деталь необходима для подачи воздушного потока под давлением. - Плазмотрон.
Изделие используется при непосредственной резке металла. - Электроды.
Применяются для розжига дуги и создания плазмы. - Изолятор.
Предохраняет электроды от перегрева при выполнении плазменной резки металла. - Сопло.
Деталь, размер которой определяет возможности всего плазмореза, собранного своими руками из инвертора. - Сварочный инвертор.
Источник постоянного тока для установки. Может быть заменен сварочным трансформатором.
Источник питания устройства может быть либо трансформаторным, либо инверторным.
 Схема работы плазменного резака.
Схема работы плазменного резака.
Трансформаторные источники постоянного тока характеризуются следующими недостатками:
- высокое потребление электрической энергии;
- большие габариты;
- труднодоступность.
К преимуществам такого источника питания можно отнести:
- низкую чувствительность к перепадам напряжения;
- большую мощность;
- высокую надежность.
Инверторы, в качестве блока питания плазмореза можно использовать, если необходимо:
- сконструировать небольшой аппарат;
- собрать качественный плазморез с высоким коэффициентом полезного действия и стабильной дугой.
Благодаря доступности и легкости инверторного блока питания плазморезы на его основе могут быть сконструированы в домашних условиях. К недостаткам инвертора можно отнести лишь сравнительно малую мощность струи. Из-за этого толщина металлической заготовки, разрезаемой инверторным плазморезом, серьезно ограничена.
Одной из главнейших частей плазмореза является ручной резак.
Сборка данного элемента аппаратуры для резки металла осуществляется из таких компонентов:
- рукоять с пропилами для прокладки проводов;
- кнопка запуска горелки на основе газовой плазмы;
- электроды;
- система завихрения потоков;
- наконечник, защищающий оператора от брызг расплавленного металла;
- пружина для обеспечения необходимого расстояния между соплом и металлом;
- насадки для снятия окалин и нагара.
Резка металла различной толщины осуществляется путем смены сопел в плазмотроне. В большинстве конструкций плазмотрона, сопла закрепляются специальной гайкой, с диаметром, позволяющим пропустить конусный наконечник и зажать широкую часть элемента.
После сопла располагаются электроды и изоляция. Для получения возможности усиления дуги при необходимости в конструкцию плазматрона включают завихритель воздушных потоков.
Сделанные своими руками плазморезы на основе инверторного источника питания являются достаточно мобильными. Благодаря малым габаритам такую аппаратуру можно использовать даже в самых труднодоступных местах.
Чертежи
В глобальной сети интернет имеется множество различных чертежей плазменного резака. Проще всего изготовить плазморез в домашних условиях, используя инверторный источник постоянного тока.
Электрическая схема плазмореза.
Наиболее ходовой технический чертеж резака на основе плазменной дуги включает следующие компоненты:
- Электрод.
На данный элемент подается напряжение от источника питания для осуществления ионизации окружающего газа. Как правило, в качестве электрода используются тугоплавкие металлы, образующие прочный окисел. В большинстве случаев конструкторы сварочных аппаратов используют гафний, цирконий или титан. Лучшим выбором материала электрода для домашнего использования является гафний. - Сопло.
Компонент автоматического плазменный сварочного аппарата формирует струю из ионизированного газа и пропускает воздух, охлаждающий электрод. - Охладитель.
Элемент используется для отвода тепла от сопла, поскольку при работе температура плазмы может достигать 30 000 градусов Цельсия.
Большинство схем аппарата плазменной резки подразумевают такой алгоритм работы резака на основе струи ионизированного газа:
- Первое нажатие на кнопку пуск включает реле, подающее питание на блок управления аппаратом.
- Второе реле подает ток на инвертор и подключает электрический клапан продувки горелки.
- Мощный поток воздуха попадает в камеру горелки и очищает ее.
- Через определенный промежуток времени, задаваемый резисторами, срабатывает третье реле и подает питание на электроды установки.
- Запускается осциллятор, благодаря которому производится ионизация рабочего газа, находящегося между катодом и анодом. На данном этапе возникает дежурная дуга.
- При поднесении дуги к металлической детали зажигается дуга между плазмотроном и поверхностью, называющаяся рабочей.
- Отключение подачи тока для розжига дуги при помощи специального геркона.
- Проведение резальных или сварочных работ. В случае пропажи дуги, реле геркона вновь включает ток и разжигает дежурную струю плазмы.
- При завершении работ после отключения дуги, четвертое реле запускает компрессор, воздух которого охлаждает сопло и удаляет остатки сгоревшего металла.
Наиболее удачными считаются схемы плазмореза модели АПР-91.
Что нам понадобится?
Для создания аппарата плазменной сварки необходимо обзавестись:
- источником постоянного тока;
- плазмотроном.
В состав последнего входят:
- сопло;
- электроды;
- изолятор;
- компрессор мощностью 2-2.5 атмосферы.
Большинство современных мастеров изготавливают плазменную сварку, подключаемую к инверторному блоку питания. Сконструированный при помощи данных компонентов плазмотрон для ручной воздушной резки работает следующим образом: нажатие на управляющую кнопку зажигает электрическую дугу между соплом и электродом.
После завершения работы, после нажатия на кнопку выключения, компрессор подает струю воздуха и сбивает остатки металла с электродов.
Сборка инвертора
В случае, если фабричного инвертора нет в наличии, можно собрать самодельный.
Инверторы для резаков на основе газовой плазмы, как правило, имеют в строении такие комплектующие:
- блок питания;
- драйвера силовых ключей;
- силовой блок.
Плазменная горелка в разрезе. Сборка инвертора для плазморезов или сварочного оборудования не может обойтись без необходимых инструментов в виде:
- набора отверток;
- паяльника;
- ножа;
- ножовки по металлу;
- крепежных элементов резьбового типа;
- медных проводов;
- текстолита;
- слюды.
Блок питания самодельного инвертора для плазменной резки собирается на базе ферритового сердечника и должен иметь четыре обмотки:
- первичную, состоящую из 100 витков проволоки, толщиной 0.3 миллиметра;
- первая вторичная из 15 витков кабеля с толщиной 1 миллиметр;
- вторая вторичная из 15 витков проволоки 0.2 миллиметра;
- третья вторичная из 20 витков 0.3 миллиметровой проволоки.
Обратите внимание! Для минимизации негативных последствий от перепадов напряжения в электрической сети, намотку следует проводить по всей ширине деревянного основания.
Силовой блок самодельного инвертора должен состоять из специального трансформатора. Для создания данного элемента следует подобрать два сердечника и намотать на них медную проволоку толщиной 0.25 миллиметров.
Отдельного упоминания стоит система охлаждения, без которой инверторный блок питания плазмотрона может быстро выйти из строя.
Рекомендации по работе
При работе на аппарате плазменной резки для достижения наилучших результатов нужно соблюдать рекомендации:
- регулярно проверять правильность направления струи газовой плазмы;
- проверять правильность выбора аппаратуры в соответствии с толщиной металлического изделия;
- следить за состоянием расходных деталей плазмотрона;
- следить за соблюдением расстояния между плазменной струей и обрабатываемым изделием;
- всегда проверять используемую скорость резки, чтобы избежать возникновения окалин;
- время от времени диагностировать состояние системы подвода рабочего газа;
- исключить вибрацию электрического плазмотрона;
- поддерживать чистоту и аккуратность на рабочем месте.
Заключение
Аппаратура для плазменной резки – это незаменимый инструмент для аккуратной нарезки металлических изделий. Благодаря продуманной конструкции плазмотроны обеспечивают быстрый, ровный и качественный порез металлических листов без необходимости последующей обработки поверхностей.
Большинство рукоделов из небольших мастерских предпочитают своими руками собирать мини резаки для работы с не толстым металлом. Как правило, самостоятельно сделанный плазморез по характеристикам и качеству работы не отличается от заводских моделей.
Плавающая стяжка пола – особенности, технология устройства

В чем заключается отличие плавающего поля и обыкновенного чернового основания? Глобальная разница – в независимости. Плавающая стяжка не имеет жесткой привязки к конструктивным элементам сооружения.
В статье мы рассмотрим преимущества и назначение плавающей стяжки, опишем конструкцию такого пола и приведем последовательность самостоятельного монтажа.
Достоинства и сфера применения плавающей стяжки
Плавающая стяжка – разновидность цементно-песчаной стяжки. Основное отличие от традиционной стяжки заключается в том, что плавающая не связана с прилегающими стенами и основанием пола. Такой вид стяжки имеет дополнительный слой, который улучшает теплоизоляцию и гидроизоляцию пола, а также повышает адгезию строительных материалов.

Применение плавающей стяжки имеет ряд существенных преимуществ:
- Несмотря на более сложную конструкцию (по сравнению с бетонным покрытием) процесс монтажа достаточно прост.
- Повышение звукоизоляции помещения (почти на 50%), что особенно актуально для жителей многоквартирных домов.
- Создается эффект амортизации, оказывающий положительное воздействие на опорно-двигательный аппарат человека.
- Снижение потерь тепла.
- Расходы на покупку стройматериалов для стяжки сокращаются.
- Многослойная плавающая стяжка обеспечивает прочность покрытия, которое не деформируется и характеризуется длительным сроком эксплуатации.
- Простота ухода.
- Плавающая стяжка нивелирует неровности покрытия.
Обустройство плавающей стяжки пола целесообразно выполнять в следующих ситуациях:

- При длительном, регулярном контакте пола с влагой. Например, на открытых верандах, лоджиях, беседках, террасах и т.п.
- На «сырое» основание. В случае, если заливка чернового слоя выполнялась непосредственно на грунт.
- В помещениях, где наблюдаются резкие перепады температур и постоянно повышена влажность – ванная комната, прачечная, бани.
- При монтаже «теплых» полов.
- В частных домах, дачах, коттеджах и на первых этажах многоквартирных построек. Особенно, если цокольное помещение или подвал не отапливается.
- При монтаже инженерных коммуникаций. В частных домах некоторые элементы коммуникаций прокладывают в стяжке.
Устройство плавающей стяжки
Так как стяжка выполняет одновременно несколько задач, в том числе звуко- и гидроизоляцию помещения, то раствор располагается на слое утеплителя, а не на поверхности основания.
Конструкцию плавающей стяжки можно отобразить схематически:
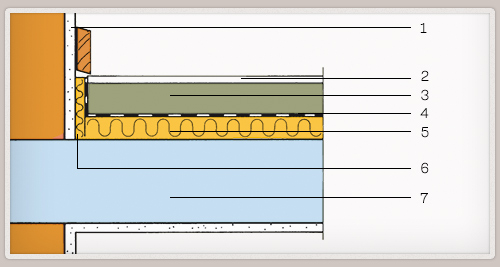
- слой штукатурки;
- покрытие пола;
- кальциево-сульфатная/цементно-песчаная стяжка;
- разделяющая прослойка;
- звуко- и/или теплоизоляционный материал;
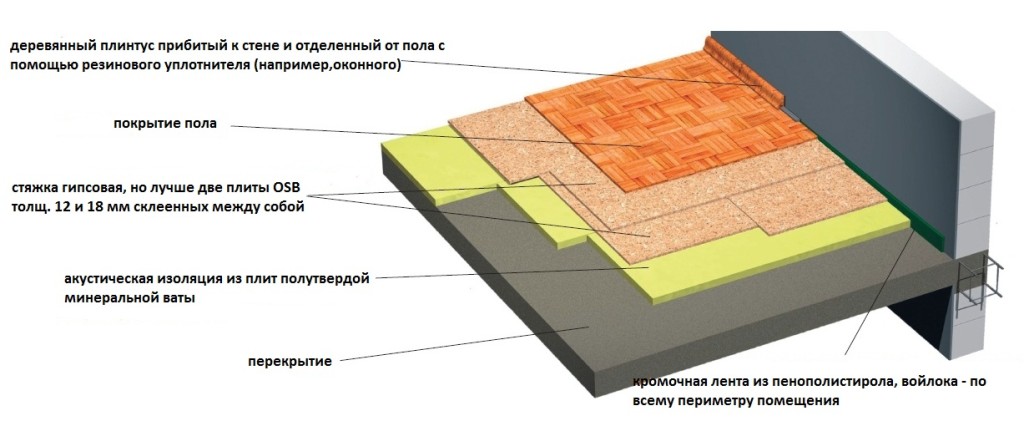
- кромочная (демпферная) лента;
- перекрытие – основание пола.
Разделяющая прослойка препятствует попаданию раствора в зазоры звуко-и теплоизоляционного материала, предупреждает появление акустических мостиков. Кроме того прослойка предотвращает намокание утеплителя. В качестве разделителя может использоваться полиэтиленовая пленка толщиною 0,1 мм (для обустройства теплого пола – 0,15 мм).
Теплоизоляционный слой может быть двухслойным. Утеплитель и звукоизоляционный материал должен отвечать таким критериям:
- Упругость/пружинистость (динамическая жесткость) материала – чем меньше показатель, тем выше защита от шума.
- Сжимаемость изоляционного материала:
- для жилых помещений используют утеплитель с маркировкой СР5 – сжимаемость 5 мм;
- для промышленных сооружений материал с индексом СР3 – 3 мм.
Совет. Для улучшения звукоизоляционных свойств «пирога» стяжки специалисты рекомендуют применять маты, изготовленные из древесной шерсти и минеральной ваты

Демпферная лента прокладывается вдоль восходящих конструкций в комнате (колоны, опоры, перегородки и т.д.), с которым стяжка имеет сопряжение. Толщина «отбоя» минимум 10 мм – должен оставаться достаточный запас на сжатие, вызванное изменением геометрических размеров и формы стяжки в процессе усадки и эксплуатации. Высота ленты соответствует высоте общей конструкции пола – от напольного покрытия до основания. Лента монтируется перед изоляционным слоем, обрезка остатков – после окончательной укладки напольного покрытия.
Покрытие стяжкой плавающих полов завершает конструкцию «пирога». Обычно это цементный раствор (цементно-песчаная стяжка). Однако его можно заменить кальциево-сульфатной или кальциево-сульфатной текучей стяжкой. Основная задача стяжки – распределение нагрузок.
Устройство плавающей стяжки: видео
Основные требования по обустройству плавающей стяжки
Для того чтоб плавающая стяжка из наливного пола выполняла все заявленные задачи и эксплуатировалась без проблем, при ее кладке необходимо придерживаться ряда правил:
- Толщина стяжки должна быть одинаково ровной по всей площади:
- цементно-песчаная и кальциево-сульфатная – минимум 45 мм;
- для кальциево-сульфатной (текучей) плавающей стяжки толщина – не менее 35мм.
- На время высыхания стяжки в помещении не должно быть резких перепадов температур и сквозняков.
- К укладке напольного покрытия можно приступать, если влажность стяжки не более 2%.
- Для предупреждения появления трещин и более эффективного распределения нагрузок дополнительно можно использовать армирующий слой – металлическую сетку из прутков диаметром 2мм с ячейками 50*50 мм.
- Арматурную решетку укладывают на небольшие камушки, чтоб между утеплителем и сеткой оставался небольшой зазор.

Плавающая стяжка пола: технология монтажа своими руками
Рассмотрим поэтапный ход работ, как сделать плавающую стяжку своими руками.
Подбор инструментов и материалов
Для работы необходимо подготовить следующие материалы и инструменты:
- В качестве теплоизоляционного слоя можно использовать:
- вспененный пенополистирол (ПСБ-С-50 или ПСБ-С-35);
- минеральную вату для полов;
- экструдированный полистирол.
- Звукоизоляцию помещению обеспечат такие материалы:
- Шуманет-1002;
- Шуманет-100 Супер;
- Изолон ППЭ.
- Металлическая сетка для армирования.
- Кромочная лента.
- Составляющие для приготовления раствора:
- строительный песок;
- цемент марки ПЦ-500ДО;
- пластификатор.
- Емкость для замеса раствора, лопата.
- Строительный уровень.

Для обустройства полов используются и другая рулонная изоляция с пометкой «для устройства стяжек»
Разметка пола и подготовка основания
Подготовка основания включает проведение следующих мероприятий:
- Перекрытие тщательно очистить и отмыть – это позволит увидеть дефекты основания.
- Видимые раковины и щели заделать бетонным раствором.
- Если на основании есть плесень обязательно надо кромки стены и основу обработать антисептическим составом. Эта процедура особенно актуальна для помещений, расположенных над подвалами, бассейнами и банями. Такая мера снизит риск преждевременного разрушения материала перекрытия от грибка/плесени.

После чистки основания необходимо выполнить разметку стяжки. По периметру комнаты (на стенах) начертить две горизонтальные линии. Нижняя линия должна соответствовать расположению изоляционного слоя, а верхняя – слою цементно-песчаной стяжки.
Обустройство паро- и гидроизоляции
Если в качестве теплоизоляционного слоя используется неэкструдированный пенополистирол или ватный утеплитель, то необходимо уложить пароизоляционный материал. Это может быть полиэтиленовая пленка.
В помещениях над отапливаемым подвалом пароизоляция укладывается в виде корыта – необходимо предусмотреть нахлесты пленки на стены предполагаемого уровня стяжки. В домах над холодным подвалом достаточно монтировать по периметру стен демпфер или ленту из полиэтилена.

Укладка утеплителя
Перед укладкой утеплителя надо убедиться, что основание выровнено. Если бетонное перекрытие уложено не ровно, то основание можно выровнять с помощью песка. На низкие места основания насыпать песок так, чтобы теплоизоляционный материал не качался на перекрытии.
Выполнить выравнивание можно и другими методами:
- снизу насыпать крошку, сделанную из утеплителя;
- подрезать теплоизоляционную плиту с нижней части.
Теплоизоляционный материал разложить по поверхности пола так, чтоб он закрывал все основание.

Установка маяков и армирование
Если комната достаточно большая, то отметок на стенах будет недостаточно для равномерной заливки стяжки – понадобится установка маяков. Для ориентиров подойдут обрезки прутков и реек.
Размещая маяки важно не повредить гидро- и звукоизоляцию. В плитах утеплителя достаточно сделать неглубокие отверстия и установить в них маяки. Верхние части ориентиров должны находиться на одном уровне.

Армирующая сетка укладывается на упоры – подойдут деревянные бруски или пластиковые опоры. В идеале, слой арматуры должен находиться в центре цементно-песчаной стяжки (по толщине).
Подготовка раствора и укладка стяжки
Для проходных помещений следует использовать раствор в пропорции 1 часть цемента и 3 части песка. Стяжку для жилых помещений готовят в соотношении 1:4 (4 части песка). Количество пластификатора рассчитывается в соответствии с рекомендациями производителя.
Важно. Для стяжки необходимо использовать именно строительный песок. Круглая обточенная форма песчинок речного песка снижает сцепку с цементом. Как результат, после высыхания раствор будет крошиться
Последовательность приготовления раствора:
- В емкость налить воду.
- Добавить цемент и тщательно перемешать.
- После образования однородной массы постепенно ввести в раствор песок.
- Добавить пластификатор и повторить смешивание компонентов.

Раствором залить поверхность до высоты установленных маяков. Выравнивание производить с помощью правил. После того как стяжка немного схватиться ее следует накрыть полиэтиленовой пленкой – это снизит интенсивность испарение, а значит масса будет просыхать равномерно по всей толщине.
Уход за стяжкой
Три дня после заливки стяжки надо контролировать, чтоб раствор под пленкой не пересыхал. Если стяжка начнет пересыхать, то ее надо увлажнить, сбрызнув водой из пульверизатора. Основная задача в этот период – дать раствору высохнуть постепенно. Важно не допустить и переувлажнения стяжки. На внутренней стороне пленки не должно быть конденсата.

Наступать на стяжку можно будет через трое суток, а приступить к выполнению дальнейших ремонтных работ (установки сантехники, монтажу окон, дверей и т.д.) – через пять дней. Первые восемь дней пол лучше не нагружать тяжелыми предметами, а спустя четыре недели следует проверить ровность пола. При необходимости, стяжку – отшлифовать или уложить дополнительный выравнивающий слой самовыравнивающегося раствора.
Ошибки при монтаже плавающей стяжки
При устройстве наливной или сухой плавающей стяжки мастера могут допускать типичные ошибки, появление которых проще предупредить, чем устранить.

- Не используется кромочная лента. Такое пренебрежение технологией приводит к появлению звуковых мостиков.
- Поверхность перегородок/стен не была своевременно оштукатурена (до обустройства стяжки пола).
- Трещины в стяжке спровоцированы неровной укладкой изоляционного материала.
- Звуковые мостики возникают и в случае, если изоляционный слой негерметичен.
- Поверхность стяжки не выровнена.
Плавающая стяжка: технология монтажа
Плавающая стяжка – технология обустройства
Вполне возможно, что вы задавались вопросом «Что такое плавающий пол?» Свое название плавающий пол получил в связи с тем, что не обладает жесткой сцепкой с черновым основанием и элементами стен. Основными достоинствами плавающей стяжки пола является следующее:
- Отличная звукоизоляция. Все благодаря изолированному состоянию по отношению к стенам и основанию;
- Отлично укладываются теплоизоляционные материалы;
- Легкий монтаж. Нет необходимости применять какие-либо мокрые смеси. Возможность эксплуатации пола непосредственно после монтажа.
В этой статье будет подробнее рассматривать основные типы плавающей стяжки и их достоинства и недостатки. Ранее мы уже затрагивали тему стяжки полов и поэтому советуем вам посмотреть интересные статьи:
Какие бывают плавающие полы
Итак, приступим непосредственно к изучению типов плавающего пола. Они бывают трех основных видов:
- Сборные конструкции;
- Сухая плавающая стяжка;
- Бетонный плавающий пол.
Сборные конструкции
Сборными плавающими покрытиями (конструкциями) являются напольные покрытия на основе древесины – ламинат , паркет и т.д. Для осуществления их укладки основание обязано быть как можно ровнее. Для наилучшего выравнивания применяются различные подкладочные материалы (пенополиэтилен, целлюлозные или пенополистирольные покрытия). В качестве изоляции подобные материалы не слишком эффективны в связи с их тонкостью (3-5 мм), но и задача у них другая.
При монтаже обязательно должны быть оставлены зазоры от стен (около 1 см). Эти зазоры необходимы из-за того, что при перепадах температур покрытие станет расширяться. С эстетической точки зрения они ни как не повлияют, так как впоследствии будут закрыты плинтусами.
Обращаем ваше внимание на то, что срок эксплуатации такого типа плавающего покрытия будет зависеть от качества выравнивания основания. Именно поэтому необходимо со всей тщательностью подходить к выравниванию горизонтали. Делать это лучше всего с применением лазерного уровня .
Сухая плавающая стяжка
Стяжка призвана создавать основу для последующей обработки пола финишным покрытием. Именно поэтому она должна быть не только максимально ровной, но еще и обладать тепло- и звукоизоляцией. Так, для обеспечения теплоизоляции прекрасно подойдет пенопласт, а для наибольшей звукоизоляции используется минеральная вата. К слову, эти типы материалов могут применяться как по отдельности, так и совместно. Далее будет разбирать устройство каждого из видов сухой стяжки.
Стяжка с засыпкой
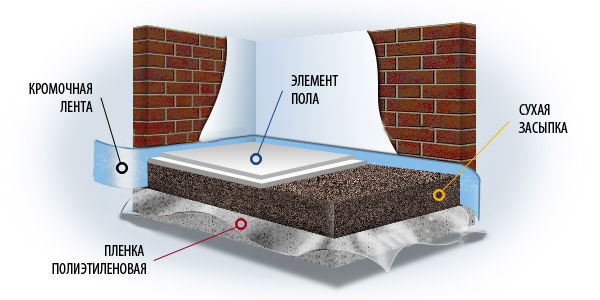
Устройство стяжки такого вида будет выглядеть следующим образом:
- Основание из бетона;
- Слой засыпки. Для этого используется либо песок, либо керамзит , о котором говорили ранее.
- Влагостойкие гипсоволоконные плиты в 2 слоя;
- Кромочная (демпферная) изоляция вдоль стен (толщина 2 сантиметра). Для этих целей используется пенополиэтилен или минеральная вата.
В том случае, если обрабатываемое помещение имеет контакт с подвальным помещением, то есть обладает холодным или сырым основанием, то до укладывания подсыпки необходимо создать слой пароизоляции. Про укладку пароизоляции вы сможете узнать из одной наших статей. Слой подсыпки должен быть утрамбован и выровнен. При выравнивании необходимо выставлять маяки. Выравнивание с утрамбовкой вы можете увидеть в статье про стяжку с керамзитом, а установку маяков изучить в соответствующей статье .
Демпферную изоляцию необходимо укладывать выше остальных слоев. В этом случае будет лучше отрезать лишнюю полоску, чем ее не хватит.
Гипсоволоконные плиты должны тоже монтироваться, оставляя от стен зазор в 1 см, при этом они должны проклеиваться клеем ПВХ. Здесь обращаем внимание, что стык верхнего и ниже уложенного слоя не должны иметь совпадений. В связи с этим верхний слой нужно укладывать, обеспечивая сдвиг в полплиты. По завершении укладки вам необходимо листы зафиксировать саморезами. Причем следует обращать внимание на то, чтобы шляпки метизов не выступали поверх листа. Поэтому желательно и подбирать длину самореза чуть больше, чем толщина листа.
Обратим ваше внимание на еще одну особенность технологии этого плавающего пола. Она подойдет для невысоких комнат, так как содержит в своей конструкции наименьшее количество материалов, обладающих небольшой толщиной.
Стяжка с пенопластом
Конструкция стяжки с пенопластом выглядит таким образом:
- Основание из бетона;
- Подсыпка;
- Плиты из пенополистирола. Сейчас популярностью пользуется экструдированный пенополистирол.
- Плиты из гипсоволокна;
- Кромочная (демпферная) изоляция.
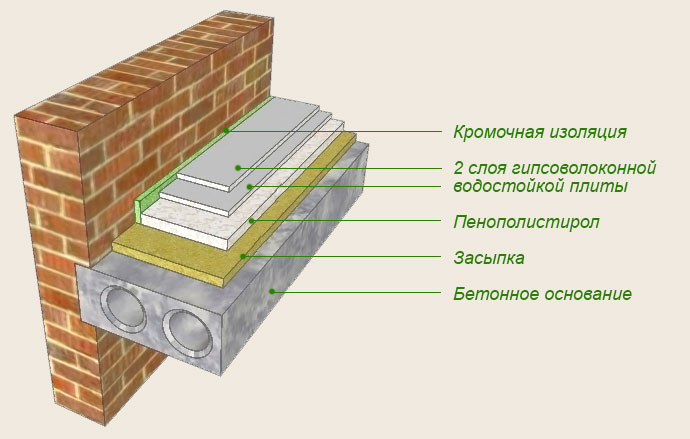
В этой технологии новым материалом является пенополистирол (другими словами пенопласт). Толщина используемых листов влияет на степень теплоизоляции, а также уменьшение высоты помещения. Именно поэтому вам следует заранее определиться с тем, что вам будет более необходимо.
Тут можно подсказать следующее: при отсутствии под основанием каких-либо помещений вам желательно брать листы толщиной в 6 см, так как вам будет необходима неплохая теплоизоляция. Ну, а если имеется, например, цокольный этаж, то прекрасно подойдут листы толщиной в 3 сантиметра.
Стяжка с минеральной ватой
Устройство такого плавающего пола будет выглядеть таким образом:
- Основание из бетона;
- Подсыпка;
- Изоляция минеральными плитами;
- Плиты из гипсоволокна;
- Кромочная (демпферная) изоляция.
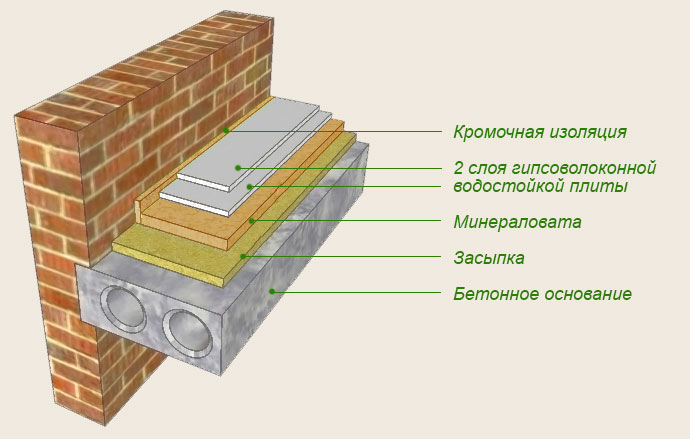
В этом случае минеральная вата в основном выступает в роли звукоизолятора. Однако и теплоизоляционная составляющая не отстает и остается на должном уровне. Использование этого способа будет прекрасным альтернативным вариантом вместо укладки отдельных слоев тепло- и звукоизоляции.
Основным моментом во время обустройства плавающего пола является качество утрамбовки подсыпки. Если все сделано качественно, то срок эксплуатации значительно увеличивается.
Бетонный плавающий пол
Особенностью устройства плавающего пола из бетона является необходимость обустройства очень прочного основания в связи с воздействием значительных нагрузок. Эта технология используется в помещениях промназначения – гаражах, складах и т.п. Слои звуко- и теплоизоляции монтируются непосредственно на основание из бетона. При обработке первого этажа первым слоем кладется слой гидроизоляции . После этого обустраивается кромочная изоляция, а затем уже и заливается бетонная стяжка. При этом конструкция усиляется армировочной металлической сеткой.
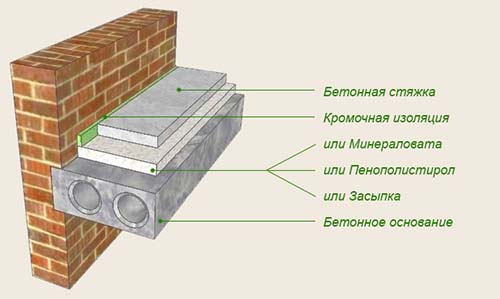
Подобный тип плавающего пола отлично подойдет и для стяжки под теплые полы, т.к. в нем прекрасно прокладываются инженерные отопительные сети.
Конструкция выглядит так:
- Основание из бетона;
- Подсыпка либо минеральная вата, либо экструдированный пенополистирол;
- Бетонная стяжка;
- Кромочная (демпферная) изоляция.
Плавающая стяжка пола
Плавающая стяжка — многослойная конструкция, представляющая собой цементную стяжку, уложенную на разделительные слои изоляции.
Особенность ее в отсутствии жесткой связи с конструкциями стен и основанием.
В качестве изоляции от стен выступает демпфирующая прокладка, а от основания — слой утеплителя из керамзита, минеральной ваты, или экструдированногопенополистирола (Пеноплекса) по рулонной или обмазочной гидроизоляции.

Рисунок 1. Конструкция плавающей стяжки.
Применение плавающих стяжек
Подобные выравнивающие покрытия рекомендуется устраивать в случаях:
- устройствапола на грунте;
- в мокрых помещениях с частыми перепадами температур;
- при прокладке под полами инженерных коммуникаций и систем;
- по перекрытиям первых этажей над неотапливаемым подвалом;
- на открытых терассах, лоджиях, беседках, верандах, где происходит постоянный контакт с водой.
Преимущества плавающих стяжек
Плавающие стяжки просты в устройстве и имеет ряд достоинств перед другими видами выравнивающих покрытий:
- хорошая тепло- и шумоизоляция, благодаря применению пористых материалов;
- Снижение вибрации пола;
- Отсутствие деформационных расширений и растрескивания;
- Повышение амортизации, благоприятно сказывающей на опорно-двигательном аппарате;
- Сглаживание неровностей оснований;
- Снижение нагрузки на перекрытие.
В плавающих стяжках выравнивающие покрытия не связываются с поверхностью перекрытий и со стенами здания, и соответственно, не переносит на них вибрации и механические нагрузки.
Виды плавающих стяжек
Плавающие стяжки бывают сухие, мокрые и полусухие.
Главное условие — они должны быть изолированы ограждающих перегородок, стен и полов.
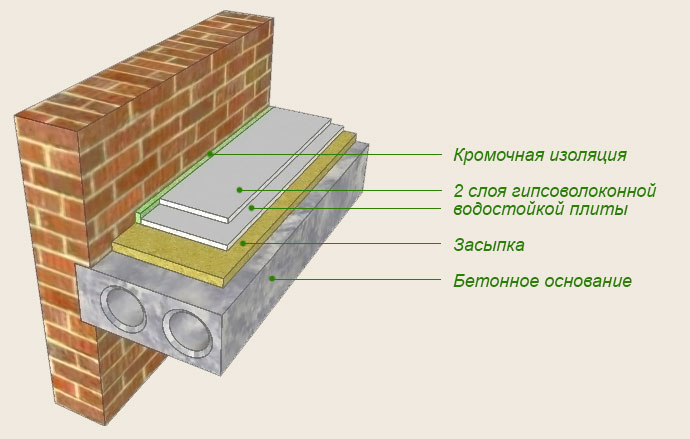
Конструкция сухих стяжек состоит из жесткого основания из ГВЛ, влагостойкой фанеры, ОСП или специальных гипсовых плит производства Кнауф, снабженных замковыми соединениями, уложенного на утеплитель.

Рисунок 2. Конструкция сухой стяжки
Полусухая— изготавливается механизированным способом из песка, цемента, армирующего фиброволокна иминимальногоколичества жидкости.
Мокрая —цементно-песчаная стяжка, армированная стальной сеткой.
Выбирая технологию устройства стяжки, учитывайте условия эксплуатации и назначение помещений.
Технология изготовления плавающих стяжек
Для обеспечения качества и долговечности покрытий, необходимо соблюдать последовательность и технологию выполнения работ:
Подготовка оснований
Перекрытия освобождаем от старых покрытий истроительного мусора.
Удаляем пыль промышленным пылесосом.
Если имеются масляные или технические загрязнения, обезжириваем их ацетоном или бензином.
Межплиточные швы, трещины, разрушенные участки очищаем, промываем и грунтуем.
Ремонтируем дефекты и разрушения гипсовым, цементным или полимерным раствором.

Рисунок 3. Ремонт бетонных покрытий.
После высыхания отремонтированных мест, поверхность покрываем грунтовкой.
Важно
Во влажных помещениях, для предотвращения развития плесени и как следствие, преждевременного разрушения конструкций, используем грунт с антисептическими добавками.
Разметка
Чтобы обеспечить ровность стяжки, размечаем линии верха утеплителя и стяжки.
Для этого лучше применить лазерный нивелир. При его отсутствии подойдет и водяной уровень
Сначала наносим на стену линию горизонта, на расстоянии около метра от пола. Делаем замеры расстояния от этой линии до поверхности плиты. Отмечаем высшую точку пола. Добавляем толщину утеплителя и ставим первую отметку. Вторую точку отмечаем, добавив проектную толщину стяжки.

Рисунок 4. Лазерная разметка.
От этих точек чертим две параллельныелинии: верха стяжки и утеплителя.
Гидроизоляция
Перекрытия в сухих жилых комнатах можно изолировать полиэтиленомплотностью более100 микрон.
Для перекрытийво влажных помещениях лучше использовать качественную оклеечную гидроизоляцию. Оптимальный вариант: первым слоем нанести мастику битумную, а затем — рулонные материалы.

Рисунок 5. Изоляция полиэтиленом.
Важно
При выполнении работ, гидроизолирующие материалы заводите на стены на20-30 сантиметров. Особое внимание уделяйте местам прохождениястояков через перекрытия.
При использовании полиэтиленовой пленки, укладывайте ее целым полотном, по возможности избегая швов и стыков. Полотна укладывайте с нахлестом около 15 сантиметров, соединяя скотчем с двух сторон.
При применении рулонных наплавляемых материалов, используем газовую горелку. Можно наклеивать рубероид на битумную мастику.

Рисунок 6. Наклеивание рубероида.
По низу стен клеим демпферную компенсирующую полосу, отделяющую стяжку от стены и позволяющее ей «плавать». Ее ширина должна соответствовать высоте всего пирога, от перекрытия до чистовой отделки пола. После выполнения всех работ выступающие части ленты срезаются.
Укладка утеплителя
В качестве теплоизоляционного слоя под плавающую используем жесткие минераловатные плиты, керамзит или экструдированныйпенополистирол.
- Керамзитовую засыпкураспределяем равномерно по направляющим маячкам из стального профиля.
Важно
Уплотненную керамзитовую подушку пролейте жидким молочком из цемента, для создания более плотного и жесткого слоя.

Рисунок 7. Керамзитовая засыпка.
- Экструдированныйпенополистирол (Пеноплекс) — лучший вариант для изоляции под стяжку. Его можно использовать как по грунту, так и по железобетонному перекрытию.
Пеноплекс отличается достаточной прочностью, устойчивостью к биокоррозии и низкой теплопроводностью. Закрытая структура ячеек обеспечивает полную защиту от влаги. Благодаря специальным профилям на торцах, материал отлично стыкуется, не образуя мостиков холода.
Укладываем пеноплекс, толщиной 50 миллиметров, в шахматном порядке. Стыки проклеиваем строительным скотчем.
Второй слой утеплителя кладем поверх первого, соблюдая перевязки, подобные кирпичной кладке, чтобы швы не совпадали. Контролируем ровность укладки уровнем.
Важно
Стыки между плитами пеноплекса рекомендую заделать монтажной пеной.

Рисунок 8. Устройство утепляющего слоя из Пеноплекса.
Минераловатные плитыукладываются плотно на основание, соблюдая перевязку. Для утепления под стяжку можно использовать только плиты повышенной жесткости ППЖ-200.
Минеральная вата изготовлена из природных компонентов и даже при повышенных температурах не выделяет вредных веществ, поэтому идеально подходит для утепления полов в банях и саунах. Материал не горит. Обладает высокими показателями тепло- и звукоизоляции и длительным сроком службы.
Важно
Необходимо учитывать, что минеральная вата хорошо поглощает влагу и при намокании теряет свои теплоизоляционные качества. Поэтому требуется качественная гидроизоляция материала.

Рисунок 9. Укладка жестких минераловатных плит.
Армирование и установка маяков
Для обеспечения жесткости бетонной стяжки ее необходимо армировать.
Для жилых помещений подойдут сетки из проволоки, диаметром 2 мм.
В помещениях, предполагающих большие нагрузки, лучше использовать сетки из стальных стержней, диаметром не менее 6 миллиметров.
Чтобы при заливке сетки оказывались в массе бетона, укладываем их на пластиковые фиксаторы.

Рисунок 10. Укладка арматурных сеток по пластиковым фиксаторам.
Для обеспечения ровности стяжки, поверх арматурной сетки укладываем направляющие из профилированного металла. Закрепляем их на раствор стяжки, контролируя по уровню, на расстоянии, не ближе 90 сантиметров друг от друга.
В больших помещениях, при использовании трехметрового правила, расстояние между направляющими может быть до 2,5 метров.
Важно
При выставлении маячков, строго контролируйте горизонтальность их положения строительным уровнем.

Рисунок 11. Укладка арматурных сеток по пластиковым фиксаторам и устройство маяков.
Изготовление раствора
Раствор готовим в соответствии с видом стяжки:
- Для полусухой стяжки берем портландцемент М 500 и песок, в пропорциях 1:3 и размешиваем строительным миксером. Для приготовления больших объемов используем пневмонагнетатель.

Рисунок 12. Приготовление смеси в пневмонагнетателе.
Постепенно в сухой состав добавляем полипропиленовую фибру, следуя рекомендациям производителя.
На 1м3 смеси добавляем 0,3 литра жидкости. Для удобства укладки и повышения эксплуатационных свойств стяжки, добавляемупрочнители, пластификаторы и антисептики.
Смесь правильной консистенции, сжимаемая в руке, сохраняет форму не выделяя влаги.
Важно!
При самостоятельном устройстве стяжки используйте готовые составы, с оптимальным соотношением ингредиентов. Останется только добавить в смесь необходимое количество жидкости и хорошо перемешать.
Правильно приготовленный раствор — гарантия качества и долговечности стяжки.
- Раствор мокрой стяжкиготовим, засыпая в воду цемент с песком, в пропорции1:3.
Смесь перемешиваем в растворосмесителе или вручную, дрелью с насадкой-миксер. Готовые составы изготавливаем, следуя указаниям производителя.

Рисунок 13. Перемешивание смеси.
Устройство мокрой стяжки
Сметанообразный раствор постепенно заливаем на подготовленное армированное основание и разравниваем по направляющим равномерным слоем.

Рисунок 14. Заливка мокрой стяжки.
После схватывания смеси, маяки удаляем, образовавшиеся щели заливаем раствором и затираем.
Готовую стяжку закрываем пленкой. Набор прочности мокрой стяжки происходит в течение 28 дней.
Приступать к отделке полов можно не ранее, чем через месяц, в зависимости от температуры, влажности и наличия вентиляции в помещении.
Устройство полусухой стяжки
Полусухая стяжка — идеальная технология для устройства плавающих полов.
Для ее устройства не требуется дополнительное армирование.
За счет пористой полусухой консистенции готовая конструкция не деформируется, не трескается и не дает усадки.
Нет риска попадания влаги из раствора на нижележащие этажи.
Полусухая стяжка стойкая к механическим и вибрационным воздействиям, обладает высокой морозостойкостью, тепло- и звукоизоляцией.
Для жилых помещений достаточно слоя в 30-50 миллиметров, для гаража и производственных зданий — не менее 70 миллиметров.
Укладываем стяжку в следующей последовательности:
- Полусухую смесь распределяем по поверхности между маяками, начиная от дальней от входа стены.
- Разравниваем и уплотняем при помощи длинного правила, двигая его зигзагообразно между маяками.
- Через час после укладки убираем маяки, образовавшиеся полости заполняем раствором.
- Затираем поверхность готовой стяжки специальным затирочным устройством. Небольшие объемы можно затереть вручную деревянной теркой.

Рисунок 15. Затирка полусухого плавающего покрытия.
Рекомендую
Перемещаться по стяжке можно в специальной обуви — бетоноступах, для предотвращения продавливания не высохшего полусухого раствора.
- Укрываем стяжку пленкой, для защиты от сквозняков и создания благоприятных условий для набора прочности;
- Спустя сутки по стяжке можно ходить, через 4 дня — укладывать плитку. Линолеум можно стелить через 15-20 дней, ламинат и паркет — не ранее, чем через месяц, в зависимости от температурных и влажностных условий в помещении.
Монтаж сухой стяжки
Плавающую стяжку по сухой технологии устраиваем по уплотненному слою керамзита или утеплителю из пеноплекса.
В качестве жесткого покрытия идеально подойдут плиты пола Кнауф, толщиной 20 миллиметров. Плиты раскладываем по поверхности и скрепляем, используя замковые соединения.
Важно
В местах примыкания к стенам устраиваем деформационные зазоры не менее пяти миллиметров.
При устройстве стяжек из гипсоволокнистых листов, укладываем их в два слоя, со смещением в швах. Первый слой покрываем клеем, на него кладем второй слой листов, сдвигая швы не менее чем на 30 сантиметров. Листы скрепляем саморезами, заглубляя из в плиту. Углубления от саморезов и швы между листами заделываем шпаклевкой.

Рисунок 16. Конструкция сухой стяжки пола.
Преимущество сухих стяжек при монтаже плавающих покрытий:
- нет грязных процессов;
- малый вес стяжки не нагружает конструкции, не требуется усиление фундамента;
- стяжка готова к чистовой отделке сразу же после устройства.
Сухая стяжка идеально подходит для устройства плавающих полов в ветхих строениях, для перекрытий над неотапливаемыми подвалами и полов по грунту.
Советы по устройству плавающих стяжек
Выбрав плавающую стяжку, воспользуйтесь советами опытных профессионалов:
- до начала устройства стяжки оштукатурьте стены и перегородки;
- укладывайте изоляционные покрытия строго по уровню, во избежание перерасхода растворов;
- нельзя допускать зазоров в утеплителе, снижающих звукоизоляционные свойства перекрытия;
- отсутствие демпфирующей кромочной ленты или ее разрывы могут привести к появлению звуковых мостиков.
Только при правильном выборе подходящего материала плавающей стяжки и соблюдения технологии и последовательности работ вы получите качественный долговечный результат.





