Пластиковые канализационные колодцы: обзор полиэтиленовых и полимерных видов
Обустройство канализации предполагает установку колодцев для обслуживания системы. Если ранее эту задачу выполняли железобетонные сооружения, то сегодня в силу тяжеловесности конструкций и сложности их монтажа на смену им пришли полимерные аналоги.
В чем выигрывают пластиковые канализационные колодцы перед традиционными гидротехническими сооружениями, и какие особенности монтажа они предполагают, рассмотрим в статье.
Сфера применения пластиковых колодцев
На постсоветском пространстве канализационные колодцы возводились преимущественно из железобетонных колец. Для повышения герметичности конструкции стыки между ними заделывались цементным раствором с уплотнением волокнами технического льна.
Но под влиянием температурных колебаний и других воздействий внешней среды межшовная заделка со временем трескалась, бетонные кольца смещались относительно друг друга, как следствие, шахта теряла герметичность и частично разрушалась.
Современным пластиковым колодцам такая неприятность не грозит. Монолитность изделия позволяет добиться герметичности соединений.

Готовые канализационные емкости из пластика можно использовать как в качестве самостоятельных сооружений, так и в роли дополнения к готовым шахтам из бетонных колец.
При втором варианте они выступают надежной гидроизоляцией канализационных колодцев. Пластиковая герметичная вставка в колодец из бетона или кирпича надежно защищает почву от просачивания сточных вод.
Основное предназначение полимерных колодцев – соединять канализационные магистрали между собой.
Но благодаря особенностям конструкции помимо основной функции их применение позволяет решить сразу несколько задач:
- обеспечить условия для мониторинга за техническим состоянием трубопровода в месте узлового соединения, смены направления или диаметра трубы;
- создать условия для прокладки ветвей канализационных трубопроводов на разном уровне;
- уменьшить/увеличить скорость потока сточных вод;
- гарантировать доступ к заключенному в колодец участку канализации для проведения осмотров и обслуживания.
В крупногабаритных коллекторных канализационных колодцах размещают запорно-регулируемое оборудование и насосы, если есть техническая необходимость в стимуляции движения потоков.
Такие гидротехнические объекты применяют как для промышленных канализационных сооружений, так и при прокладке хозяйственно-бытовых, ливневых, дренажных сетей.

Применение колодцев из пластика

Сборка коллекторного колодца канализации

Поворотный смотровой канализационный пункт

Накопительный полимерный колодец

Установка дренажного полимерного колодца

Колодец системы осушения участка


Пластиковые бочки в организации системы
Конструктивные особенности и стандарты производства
Независимо от типа применяемого материала, конструкция колодцев канализации одинакова. Сооружение представляет собой углубленную в землю цилиндрической формы шахту, на дне которой обустроена кинета – лоток для двух-трех труб со сточными водами.

Регулировать протяженность сооружения позволяет применение удлинителей и выдвижных шахт. Чтобы набрать необходимую длину сооружения, их состыковывают между собой, создавая прочное и герметичное соединение.
Нередко для наращивания конструкции используют и раздвижные модели удлинителя. Выполняя роль соединительных элементов, параллельно с этим они и служат продолжением стенки сооружения.

Верхнюю часть колодца оснащают перекрытием с люком. При установке пластиковых колодцев вполне логичен выбор люков из полимеров, благодаря чему можно обеспечить одинаково большую долговечность всей конструкции.
Размеры пластиковых моделей соответствуют габаритам чугунных аналогов. При выборе люка ориентируются на его функциональные возможности.
В зависимости от степени выдерживаемой нагрузки все виды канализационных люков делят на 4 категории:
- Стандарт «А15» применяется для установки на зеленой зоне и пешеходных дорожках. Он выдерживает до полутора тонн.
- «В125» устанавливают на тротуарах и в парковых зонах и стоянках, где вес нагрузки не превышает 12,5 тонн.
- «С250» применяют при сооружении канализации, прокладка которой осуществляется под городскими дорогами. Изделия выдерживают нагрузку до 25 тонн.
- «Д400» наиболее прочные конструкции, способные выдерживать до 40 тонн, предназначены для автомагистралей.
Люки стандарта «А15» могут быть установлены непосредственно на шахту колодца, а их аналоги категории «В125», «С250» и «Д400» – на разгрузочное кольцо или выдвижную телескопическую трубу.

Горловина является переходным элементом между шахтой и люком. Основное ее предназначение – принимать и компенсировать снаружи нагрузки, которые способны повредить шахту и подводящие к ней трубы. По этой причине она представляет собой гофрированную или телескопическую конструкцию.
Телескопическая часть шахты может выдвигаться, принимая наиболее удобное положение для осмотра состояния поверхности стен и осуществления доступа во время проведения ремонтных работ. Разгрузочное кольцо на обоих концах оснащено резьбой, благодаря чему соединение получается максимально герметичным.
В стенках сооружения предусмотрены отверстия для подведения вводной и выводной трубы.

В зависимости от размера конструкции колодцы бывают двух типов:
- Диаметром до 1 м с не обслуживаемой шахтой. Компактные инспекционные конструкции устанавливают при обустройстве на небольшой глубине.
- Диаметром свыше 1 м. Конструкция позволяет беспрепятственно обслуживать оборудование и при необходимости ремонтировать сооружение.
Сам колодец выполняют того же материала, что используют при производстве обыкновенных канализационных труб. Это может быть структурированный или двухслойный поливинилхлорид (PVC), полиэтилен (PE), полипропилен (PP).

Не меньшей популярностью пользуются и модели, выполненные из гофрированного пластика. Такое решение упрощает задачу регулирования высоты резервуара и позволяет частично компенсировать нагрузку на дно, тем самым существенно продлевая срок эксплуатации сооружения.
Оба варианта колодцев выпускаются как с одинарными, так и с двойными стенками. Для противостояния сжиманию почвы снаружи изделия оснащают ребрами жесткости.
Достоинства и недостатки пластиковых моделей
Конструкции из композитов с полимерной основой ничем не уступают традиционным железобетонным кольцеобразным модулям. А по некоторым параметрам полиэтиленовые и поливинилхлоридные колодцы даже превосходят.
Среди неоспоримых достоинств пластиковых колодцев для обустройства системы канализации стоит выделить:
- Доступная стоимость. Цена в зависимости от габаритов конструкции, видов пластика и количества патрубков варьируется в пределах от 5 до 50 тысяч рублей.
- Легковесность конструкции. Вес изделия даже диаметром свыше одного метра не превышает и 100 кг.
- Высокая прочность на сжатие. Стенки сооружения способны выдерживать высокое давление, создаваемое как внутри него, так и с наружной стороны.
- Простота транспортировки и монтажа. Установку конструкции можно выполнить без привлечения дополнительной рабочей силы и применения средств малой механизации.
- Низкая теплопроводность. Полимерные образования устойчивы к воздействию высоких температур. Лотковая часть сооружения также отличается повышенной износостойкостью. Исключением может послужить лишь заиливание и зарастание элементов.
- Устойчивость к коррозии и морозам. Изготовленный по стандартам пластиковый колодец или полимерный вкладыш без утери практических качеств способен выдерживать до -60°С.
При правильной эксплуатации полимерные изделия способны прослужить свыше полувека.

Не так давно изделия из поливинилхлорида считались не достаточно прочными и морозоустойчивыми в сравнении с бетонными конструкциями. Но современные составы способны с легкостью выдерживать морозы до -70°С, благодаря чему их можно использовать в любой климатической зоне.
Единственным недостатком пластиковых конструкций является то, что они хоть и имеют толстые стенки и дополнительные ребра жесткости, но их монтаж стоит осуществлять крайне аккуратно, поскольку есть риск деформировать емкость.
К тому же они в большинстве случаев подлежат ремонту. Любой скол или трещина на стенке приводят к утилизации изделия. По этой причине крайне важно выбирать только высококачественный и прочный товар.
Виды канализационных колодцев
По назначению полимерные канализационные колодцы делятся на три типа: смотровые, поглотительные и водоприемные.
Смотровые модели с кинетами
Смотровые модели монтируются на потенциально опасных участках трубопровода. Основное их предназначение – обеспечивать доступ для контроля за состоянием системы, размещения специального оборудования и необходимости технического обслуживания сооружения. Без них не обходится ни один канализационный трубопровод.
В обязательном порядке они устанавливаются в местах:
- поворота магистрали;
- соединения ответвлений;
- изменении уклона и диаметра труб.
Один смотровой колодец может объединять до трех-четырех транспортных потоков.

При обустройстве канализационной системы смотровые пластиковые колодцы размещают на расстоянии друг от друга, регламентируемом нормативной документацией. Чем больше диаметры устанавливаемых гидротехнических сооружений, тем больше нормативно допустимое расстояние между ними.
Дополнительная информация по разным видам смотровых канализационных колодцев представлена в этой статье.
Поглотительные дренажные конструкции
Сооружения этого типа устанавливают там, где нет возможности беспрепятственно отвести сточные воды. Они представляют собой цилиндрические пластиковые шахты глубиной в два метра и диаметром в полтора метра.
В отличие от смотровых колодцев модели поглотительного типа не предполагают установку кинет. Вместо этого дно резервуаров обустраивают сеткой или выстилают материалами, оказывающими дренажный эффект: гравием, щебнем или дробленым кирпичом.
Эти же материал используют и в качестве обсыпки наружных стен колодца.

Минимальная высота врезки дренажных труб в стенки пластикового колодца составляет 40 см. Благодаря такому решению дно резервуара помимо основной задачи выполняет роль песколовки, которая улавливает оседающие частицы песка и другие присутствующие в воде включения.
Простой дренажный колодец можно соорудить собственноручно, подробнее в статье – Как сделать дренажный колодец своими руками и подвести к нему трубы
Водоприемные накопительные резервуары
Основная функция водоприемных колодцев – накапливать сточные воды до момента их откачки, вывоза и передачи в очистные сооружения. Вариант «конечного пункта» зависит от степени загрязненности воды.
Поскольку накопительные резервуары призваны удерживать в себе тонны жидкости, они имеют довольно внушительные размеры.

Водоприемные пластиковые резервуары имеют полностью герметичные стенки и дно. Одним из обязательных условий обустройства водоприемных колодцев является то, чтобы и крышка герметичной.
Это необходимо для того, чтобы препятствовать переполнению канализации после выпадения обильных осадков.
Критерии грамотного выбора
Цена полимерных колодцев складывается из трех основных параметров:
- Качество материала и толщина стенок.
- Габариты конструкции (внутренний диаметр и высота).
- Количество патрубков.
В продаже встречают монолитные и сборные модели. Цена на монолитные изделия на порядок ниже сборных аналогов.
Колодцы с монолитным корпусом используют в тех случаях, где необходимо обеспечить высокую прочность стенок сооружения на сжатие.

Ввиду статичности внутреннего объема конструкции при выборе колодцев с монолитным корпусом важно правильно оценивать объем воды, которая будет в него поступать.
Учитывайте, что есть модели, в которых подводящие патрубки уже встроены. Но встречаются и варианты, где нужно самому проводить врезку подводящей и отводящей труб.
Сборные конструкции позволяют создавать колодцы любой высоты. Они состоят из составных частей, каждая из которых оснащена уплотнительным кольцом, обеспечивающим герметичность конструкции.

Приобретая пластиковый колодец для отведения технических стоков, обращайте внимание на тип используемого материала. Он должен быть устойчив к воздействию агрессивной среды, поскольку в процессе эксплуатации будет подвержен воздействию присутствующих в ней органических растворителей.
Модели, выполненные из поливинилхлорида, славятся негорючестью и высокой стойкостью к химическим веществам. Если же необходима высокая герметичность и устойчивость к перепадам температур, стоит выбирать модели из полиэтилена. Они отлично компенсируют давление грунта в холодное время года.

На слабых грунтах, где велика вероятность нагрузки на стенки гидротехнического сооружения, рекомендуется устанавливать колодцы из полипропилена. Они имеют высокие показатели износоустойчивости и пластичности. Их можно сваривать.
Не стоит пытаться сократить статью расходов, отказываясь при покупке от кинеты. Ущерб такой «экономии» выходит в разы больше, чем прямая финансовая выгода.
Отсутствие лотковой части для сточных вод затрудняет удаление стоков из колодца. Это в большинстве случаев приводит к частому загрязнению системы мусором крупной фракции, в результате чего создается большое сопротивление потоку сточных вод, как следствие – сооружение быстро изнашивается и выходит из строя.
Колодцы из полиэтилена стандартных габаритов можно приобрести в строительных магазинах. Шахту заданных габаритов можно также заказать по индивидуальному проекту.
Основные правила монтажа
Технология монтажа полимерных колодцев мало чем отличается от процесса установки аналогичных канализационных сооружений, выполненных их других материалов.

Днище для сооружения пластикового колодца

Наращивание колодезной шахты


Обустройство горловины колодца
Работу выполняют в несколько этапов:
- Рытье котлована. Измерив габариты устанавливаемой конструкции, выкапывают котлован шириной на 10-20 см больше.
- Подготовка основания. При обустройстве накопительного сооружения дно котлована выстилают 20-сантиметровым слоем гальки, а затем цементируют. Для сооружения дренажной конструкции дно бетонируют только по периметру, а внутреннюю часть выстилают 40-сантиметровым слоем гравия или щебня.
- Установка колодца. С помощью треноги, веревок и тросов емкость опускают на дно котлована. Для предупреждения смещения и повышения надежности фиксации ее закрепляют в заданном положении металлическими цепями или ремнями.
- Подключение канализационных труб. Для герметизации соединений и придания им прочности при подключении выходных отверстий труб используют уплотнительные манжеты.
- Выполнение обратной засыпки. Перед засыпкой, если емкость ничем не защищена снаружи, во избежание деформации ее из-за перепадов давления резервуар рекомендуется наполнить водой.
- Установка люка. Сначала устанавливают опорное кольцо, в котором есть технологические отверстия, а затем в кольцо укладывают крышку так, чтобы она совместилась с соответствующими пазами.
Информационным подспорьем во время проведения работ должен служить действующий СНиП на работы по монтажу систем канализации.
Выводы и полезное видео по теме
Пошаговая технология монтажа наглядно представлена в видео:
Технология создания канализационных колодцев из пластика:
Применение пластиковых колодцев для сооружения канализации существенно облегчает и удешевляет производство работ. Это достойная альтернатива привычным железобетонным конструкциям. Термостойкие, герметичные и удобные в монтаже элементы легко собираются, быстро устанавливаются и практически не требуют ухода.
Подыскиваете подходящую модель канализационного колодца? Или есть опыт использования таких установок? Оставляйте, пожалуйста, комментарии к статье, задавайте вопросы и делитесь навыками монтажа колодцев.
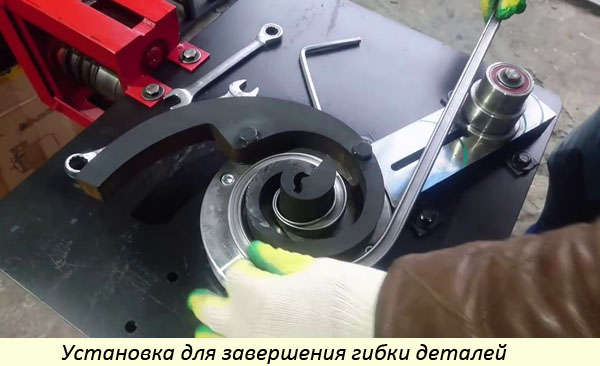
Кондуктор для завитков
 Кованые элементы пользуются спросом у клиентов различных категорий. Детали обладают разнообразием видов, реализуются по низким ценам, позволяют украшать различные изделия и создавать интересные композиции, легко крепятся к предметам посредством сварки, просты в уходе, отличаются долговечностью и привлекательным дизайном.
Кованые элементы пользуются спросом у клиентов различных категорий. Детали обладают разнообразием видов, реализуются по низким ценам, позволяют украшать различные изделия и создавать интересные композиции, легко крепятся к предметам посредством сварки, просты в уходе, отличаются долговечностью и привлекательным дизайном.
Востребованной категорией кованых элементов являются завитки различных конфигураций. Они прекрасно дополняют дизайн небольших изделий для интерьеров и массивных конструкций для внешнего облика зданий.
Производители предлагают обширный ассортимент спиралевидных элементов. Существует альтернатива – приобретение или изготовление оборудования, что позволяет создавать своими руками завитки разнообразных видов и размеров.
- На чем осуществляют гибку, весь перечень оборудования: универсальные, ручные, матрица и прочие
- Механизированные станки
- Ручные инструменты, штампы, оправки
- Разновидности: шаблон и ручной станок
- Принцип работы улитки для накрутки кованых завитков, бубликов и спиралей
- Как сделать своими руками станок с лекалом для холодной и художественной ковки
- Где купить матрицу для производства кованых завитков
На чем осуществляют гибку, весь перечень оборудования: универсальные, ручные, матрица и прочие
Для изготовления завитков по горячей и холодной технологиях применяется различное оборудование.
Механизированные станки
Специальные станки с электрическим приводом и ручным управлением. На практике данные механизмы представляют собой гибочное оснащение, позволяющее обрабатывать заготовки из прутков, полос и профильных труб разного сечения. Встречаются как универсальные станки, предназначенные для изготовления разных элементов из металла, так и специальные, подходящие только для производства завитков.

Станок для ковки Ажур-1М. Фото КовкаПРО
Ручные инструменты, штампы, оправки
Инструмент с ручным управлением типа улитка популярен и представляет собой круглый стол, имеющий центральную ножку. Также в строение машины входит двойной рычаг, верхняя часть которого рабочая, а нижняя служит для опоры, кондуктор или оправка, располагающиеся на столе и служащие для гибки. Нередко улитки именуют матрицами, кондукторами и станками для холодной ковки.

Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
У исполнителей пользуются популярностью и другие устройства для холодной ковки: волна, твистер, глобус, фонарик, гидравлический пресс. Ручные устройства используются для холодной ковки в домашних условиях, т.е. в тех случаях, когда исполнителю не важны скорость изготовления и количество полученных элементов. Для увеличения производительности станки дополняются электрическим приводом или двигателем.
Кроме этого, для холодной ковки используются различные дополнительные приспособления: вилки, клещи и т.д. Мастера нередко собирают нестандартные модели инструментов и самодельные приспособления, которые имеют неофициальные названия.
В свою очередь для горячей ковки исполнителю потребуется меньший набор инструментов, основными являются молот и наковальня, но больший уровень знаний и навыков.

Однорогая консольная наковальня. Фото Станкоцентр
Разновидности: шаблон и ручной станок
Кондуктор может выступать не только в качестве составного элемента станка, но и быть самостоятельным ручным приспособлением. Он помещается в отверстие в наковальне или фиксируются в тисках. Подобный инструмент, который также именуют шаблоном или лекалом, обладает простым строением и легок в эксплуатации.
Принцип работы улитки для накрутки кованых завитков, бубликов и спиралей
Для выполнения гибки завитков необходимо подготовить заготовки нужных размеров, в зависимости от технологии обработки детали следует нагреть или сразу же приступать к работе.

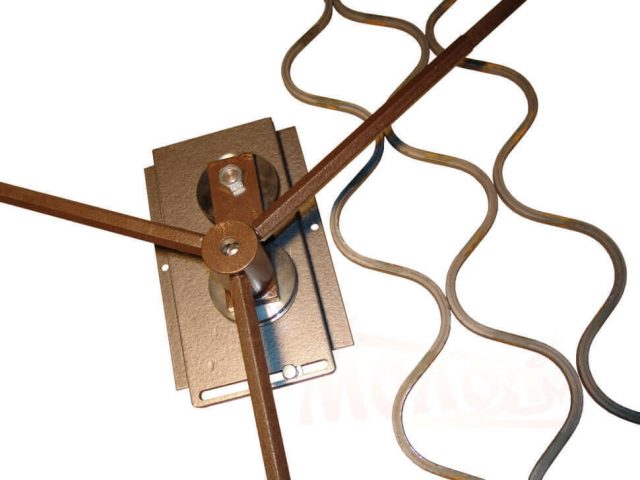
Создание завитка для балясины на кондукторе
Заготовка помещается в кондуктор, окончание фиксируется в специальной пазухе, прутку придается соответствующая форма посредством приложения усилий.
На нижеследующем видео это показано наглядно.
Как сделать своими руками станок с лекалом для холодной и художественной ковки
Сделать своими руками кондуктор для завитков достаточно просто. Для этого потребуется полоса, кусок листового металла, угольник и два малых элемента прямоугольной формы, один из которых имеет выемку для закрепления окончания заготовки.
Данные детали свариваются под прямым углом и присоединяются к полосе, которая уже имеет форму спирали. Полоса крепится к листу металла небольшого размера, с нижней стороны приваривается угольник, обеспечивающий фиксация в тисках или ножка для размещения на наковальне.
Как нарисовать спираль, можно посмотреть в следующем видео.
Кроме этого, при наличии знаний о строении и принципе работы устройств возможно изготовить своими руками и другие устройства: фонарик, улитка, волна и т.д.
Где купить матрицу для производства кованых завитков
Посетители сайта имеют возможность приобрести кондуктор или другое оборудование для гибки завитков у специалистов компаний, которые представлены в разделе «Где купить станок для гибки завитков».
Кроме этого, мастера имеют возможность приобрести ручные и автоматические станки для холодной ковки разных типов, наиболее востребованным устройством является улитка.
Покупка оснащения позволит реализовывать проекты в области холодной ковки своими руками.
Способы изготовления кондуктора для ковки
Примитивный кондуктор для ковки представляет собой конструкцию, состоящую из трех деталей: направляющей матрицы, опорного зацепа и рычага.

Большинство кузнечных узоров, которые получаются технологиями горячей или холодной ковки, в той или иной степени включают в себя элементы спиралей — пространственных, плоских, одинарных или двойных. И если для изготовления сложной спирали потребуется специальная торсионно-выкрутная машина, то обычная спираль вполне доступна для выполнения своими руками. Нужен только кондуктор для холодной ковки — приспособление, называемой в среде мастеров кузнечного дела улиткой.
Основы применения устройства
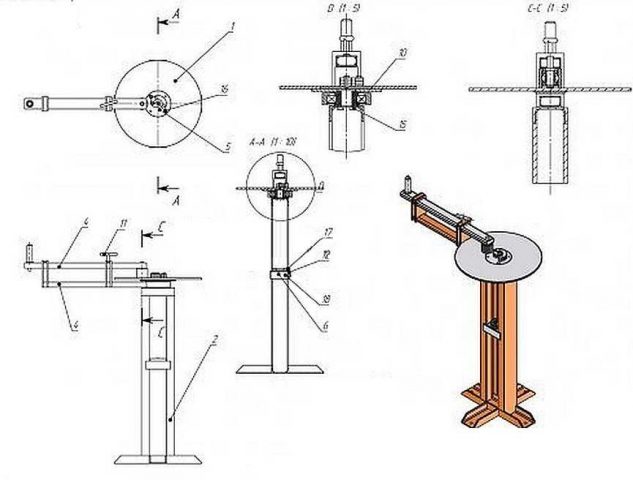
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.

Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изготовление направляющей для кондуктора
Функция «архимедова спираль» в токарных станках предназначена для нарезки специальных резьб, но она вполне пригодна и для получения канавки в опорной плите, где затем будет располагаться сама направляющая кондуктора .
При подготовке станка выполняются следующие переходы:
- Малую рукоятку коробки подач станка перемещают в положение «Спираль Архимеда».
- Необходимый шаг спирали, который будет определять габариты кондуктора, устанавливают при помощи большой рукоятки.
- Шаг подачи фиксируется рычагом, а величина подачи определяется глубиной канавки в плите (как установить такой параметр, будет рассказано далее).
- После включения станка рычаг подачи остается в прежнем положении, а нарезка выполняется в ходе возвратно-поступательных перемещений шпинделя.
- После каждого прохода суппорт отводится от торца заготовки.
Пример получения архимедовой спирали представлен на этом видео:
То, что на кадрах представлен не металл, а пластик, принципиально ничего не меняет: спираль получается в результате нескольких последовательных проходов резца, который перемещается по заданной траектории.
Поскольку в холодном состоянии любой металл обладает повышенной механической прочностью, то для изготовления направляющей матрицы своими руками следует принять инструментальную сталь: например, сталь марки У7 по ГОСТ 1435-84. Использовать высоко- или среднеуглеродистую конструкционную сталь типа сталь 45 или сталь 60Г не рекомендуется, поскольку для высоких улиток под воздействием изгибающего момента они могут растрескиваться.
Размеры направляющей матрицы в плане подбираются, исходя из имеющегося сортамента полосовой инструментальной стали по ГОСТ 4405-75. Поскольку кондуктор должен быть компактным, то целесообразно выбрать профили 3×20, 3×25 или 3×30 с предельным отклонением по толщине 0,4 мм. При посадке направляющей в плиту по Н11 ширина спиральной канавки должна быть на 0,5-0,7 мм больше ширины полосы. Глубина канавки должна быть не менее 1,5 высоты полосы, т.е. 4,5 мм или чуть больше. Этот параметр, кстати, определит и толщину самой плиты: она должна быть не менее 6 мм.
По нарезанной канавке в плите определяют суммарную длину направляющей (для замера можно воспользоваться гибкой рулеткой или даже обычной ниткой). После чего отрезают «в размер» нужную длину полосы, вставляют ее в паз и обваривают по контуру ( если на кондукторе будут изготавливаться только плоские улитки — то по наружной образующей, а если объемные — то можно и по внутренней).
В центре кондуктора болтами прикрепляют опорный зацеп. Он должен иметь заходный участок, которым заготовка фиксируется в начальный момент формирования спирали (см. рис. 3).
Применение подобной технологии изготовления направляющей кондуктора значительно увеличивает точность изготавливаемых на нем спиральных кузнечных узоров.
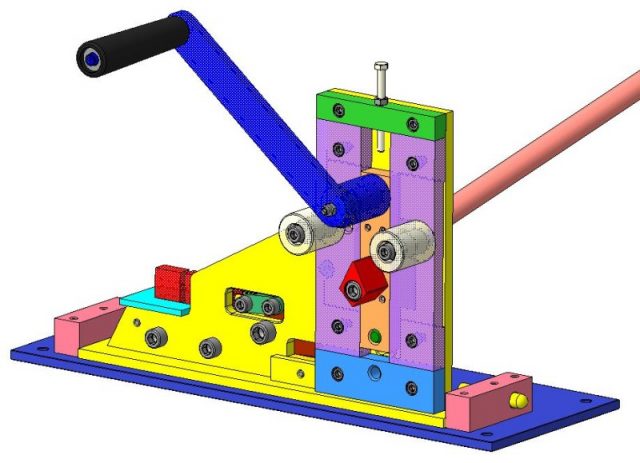
Выбор и изготовление прочих элементов кондуктора
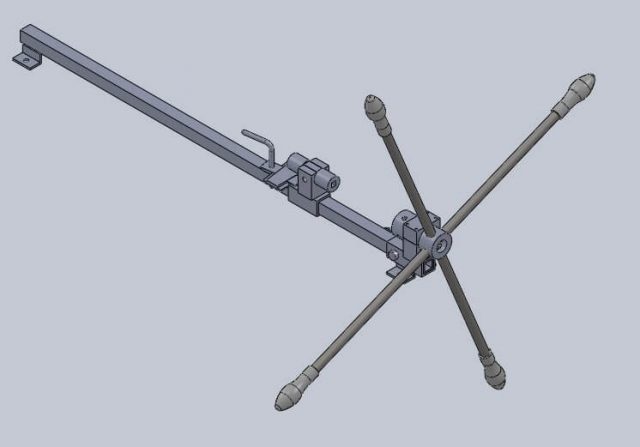
Для изготовления поворотного рычага используют рамную конструкцию из квадратных труб, которая собирается в поворотный узел на подшипнике качения, как показано на рис. 4. Торцевую часть желательно прошлифовать, чтобы исключить зажим прутка/полосы.
Готовый кондуктор в сборе представлен на рис. 5.
Читателей, имеющих опыт конструирования и изготовления эффективных кондукторов для холодной ковки, приглашаем для обсуждения в блоке комментариев.
Как самому сделать качественный кондуктор для ковки?
Холодная ковка представляет интерес для людей на протяжении всей истории. Но если раньше создать рабочее место было весьма затруднительной задачей, то сейчас с этим справится даже новичок.
 Технология сварочных работ на кондукторе.
Технология сварочных работ на кондукторе.
Для подобной работы не потребуются сложные инструменты, но придется заранее определиться с конечным результатом.
- Основополагающие особенности
- Изготовление платформы
- Механическая наборная система
- Система с электрическим приводом
- Основы рабочей деятельности
- Подведение итогов
Основополагающие особенности
Есть несколько вариантов, как самому сделать кондуктор для ковки, при этом каждый из них имеет свои плюсы и минусы. Чаще всего используются стационарные платформы, где надо прилагать много сил, но делаются они проще других. На втором месте по сложности находится механическая наборная система. Самый сложный вариант — это кондуктора с электрическим приводом.
 Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Вся система выстраивается по спирали, но в зависимости от ситуации используются 2 системы — Архимедова спираль и Фибоначчи. Выбор зависит исключительно от желаемого результата (чаще используется вариант с Архимедовой спиралью).
В первом случае спираль имеет постоянную ширину, несмотря на размах витка. При изготовлении кондуктора удержать постоянство очень не просто, но игра стоит свеч. Практических минусов у такого подхода нет, но не все хотят видеть у себя популярную конструкцию.
В случае со спиралью Фибоначчи идет стабильное увеличение. На такую спираль уходит меньше материала, но и выглядит она более жидкой, из-за чего используется не часто. Ее необычный внешний вид в первую очередь интересует любителей чего-то необычного, а таких в 21 веке очень много. Плюсов у системы очень много, но есть и минус — отсутствие надежности, так как спираль редко насчитывает более одного полного витка.
Существует два варианта кондукторов — для правшей и левшей. В результате разницы не будет, но напрямую от этого зависит удобство для мастера. В данном случае, чтобы определить, какой рукой работать удобнее, нужно попробовать оба варианта.
Изготовление платформы
Данный способ самый простой, но для его использования потребуется дополнительная поверхность (стол, тиски или наковальня), на которой можно будет зафиксировать (утопить) конструкцию.
Вся работа проходит поэтапно, каждый из которых обязателен для выполнения:
- Отрезается 2 стальные пластины 10*10 см и 15*15 см. Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
- Делаются отрезы от стальной полосы аналогичной толщины (можно немного уменьшить, т.к. не в каждом городе можно найти плотную полосу). Длина отрезов зависит от предполагаемого размера витка, а также от диаметра прута, на который идет расчет (оптимально 10 мм). Когда приходит опыт, то такие отрезы делаются уже на глаз, но в самом начале придется использовать бумагу-миллиметровку.
- Поверх полученного рисунка плоскогубцами выгибается полоса. В итоге должны получиться 3 отреза на 1, 2 и 3 витка. Их нельзя будет между собой соединить, но в работе такой порядок позволит очень быстро решать любую поставленную задачу.
- Делаются 3 отрезка профилированной трубы по 5-8 см. Чем толще будут стенки, тем лучше. Иногда мастера совмещают две профилированные трубы и взаимно фиксируют их сваркой. Чем больше длина у «ножек», тем больше шансов на слом, поэтому не стоит лишний раз их удлинять.
- Все элементы свариваются воедино. Сначала приваривается улитка (внимательно надо смотреть за ее расположением, чтобы работать было удобно), затем ножка. В обратном порядке будет неудобно.
- Отрезается пруток и фиксируется на самой короткой спирали таким образом, чтобы при вхождении рабочего прута в спираль пруток выполнял роль фиксатора.
В итоге получается 3 формы разной длины. Благодаря такой конструкции можно за считанные минуты загибать прут диаметром до 10 мм до 3 оборотов, но для этого потребуется некоторое приложение физической силы. Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Механическая наборная система
Тут сложность заключается не в изготовлении платформы, а в двигательной системе. Площадка может быть выполнена способом, описанным выше, но ее можно исполнить и более сложным способом, который повысит уровень комфорта при работе:
- Вырезается из листовой стали пластина 15-15 см.
- На миллиметровой бумаге делается рисунок спирали на нужное количество витков.
- Из стальной полосы делается отрез нужной длины, после чего сворачивается плоскогубцами в спираль, чтобы полностью совпадал по своим габаритам с рисунком.
- Спираль прикладывается к пластине и полностью переводится на нее. Нужно это для того, чтобы потом можно было проще сориентироваться.
- При помощи ножовки по металлу спираль разрезается на нужное количество элементов, каждый из которых равен 1 витку.
- С шагом в 4 см к каждому элементу привариваются ножки из стального прутка. На том же месте, где ножки у прутка, в пластине располагаются отверстия.
 Пробойник.
Пробойник.
Основание из трубы делается таким образом, как и ранее. Этот же аспект касается прутка-фиксатора в спирали. Единственная разница в изготовлении платформ — это то, что сваркой фиксируется лишь самая маленькая спираль, а остальные устанавливаются наборным образом.
Более сложная часть — это ручная система, которая приводит механизм в движение. Для удобства можно использовать механизм с четным количеством шестеренок по типу часового. Если нет желания долго выстраивать систему, то можно воспользоваться принципом велосипеда — 2 шестерни и кожух, причем нужно сработать систему на понижение оборотов, что в значительной мере позволит уменьшить прилагаемые усилия.
На выходе устанавливается дополнительный вращающийся элемент, который будет служить формой для трубы. А в движение механизм приводится вращающейся ручкой (самый удобный вариант — от советской мясорубки).
Система с электрическим приводом
Платформа в данном случае чаще всего наборная, т.к. делать сложный механизм и примитивную рабочую площадку по меньшей мере нелогично. Сама же система изготавливается следующим образом:
- Потребуется сильный электродвигатель. Обычно подобные двигатели используются на УБДН, стационарных циркулярных пилах и т.п. электротехнических приспособлениях, требующих немалых мощностей.
- К двигателю крепится понижающий инвертор, который понижает обороты, но повышает мощность вращения.
Вывод на платформу осуществляется ровно таким же образом, как и с ручным приводом. А вот включаться будет при помощи обыкновенного тумблера. Особо придумывать что-то не придется, т.к. система на практике довольно простая. Единственное осложнение — это обязательное наличие места электропитания, т.к. руками механизм в движение не приводится.
У данного станка есть еще одна особенность — нужен дополнительный пруток, устанавливаемый на дистанции 20 см от рабочей поверхности. Этот пруток будет служить упором для загибаемой заготовки, чтобы лишний раз не отвлекаться. Его можно организовать и для ручного механизма.
Обычно такие приспособления идут в качестве основных в организациях, занимающихся гнуто-кованными изделиями. Несмотря на достаточно простое описание работы системы, на практике ее изготовить гораздо сложнее, чем любую другую.
Основы рабочей деятельности
После того как хозяин сам собирает кондуктор, нужно убедиться в его исправности, удобстве и в том, что он сможет выполнять поставленную задачу предельно качественно. Т.е. описаны все 3 механизма, к каждому из них нужен свой уникальный подход. Везде будет использоваться прут 10 мм:
- Крепится платформа на выбранном месте. Затем прут фиксируется между прутком-держателем и полосой таким образом, чтобы не было свободного хода. Теперь выбирается рука, которой удобнее работать и начинается небыстрое вращение. После 1 оборота платформа меняется, и работу можно продолжать. Если есть дискомфорт в работе, то надо попробовать изготовить еще одну улитку, направленную в обратную сторону, после чего начать все сначала.
- Крепление прута и платформы осуществляется таким же образом, но прут уже полностью зафиксирован, т.е. при работе руками его трогать не нужно, а вместе с этим отпадают риски для здоровья. При вращении ручкой заготовка движется крайне медленно, но это позволит сделать максимально округлый загиб без дефектов. Остановки нужны будут только для того, чтобы добавить еще 1 элемент спирали.
- Электромотор сам будет все делать, но периодически его нужно останавливать, чтобы продлить спираль. Единственный неприятный момент в работе — оплата за электричество, но, как правило, электродвигатели не потребляют слишком много тока. Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.
Весь процесс всегда осуществляется крайне медленно, а работа проводится в толстых перчатках. Несмотря на податливость прута, бывают ситуации, когда металл лопается. В таких случаях нужно просто быть готовым, чтобы убрать бракованную заготовку и продолжить работу без потерь времени и здоровья.
Подведение итогов
Чем сложнее механизм получается в итоге, тем дороже и удобнее он выходит. Сам процесс изготовления достаточно прост и лаконичен, благодаря чему с задачей справится даже новичок. Единственный нюанс при работе, который нужно учесть, — это безопасность.
Обычно используется стандартный набор инструментов и материалов:
- болгарка;
- аппарат для электродуговой сварки;
- сталь листовая 3-4 мм;
- профилированная труба;
- стальная полоса 3-4 мм.
Но есть и ряд дополнительных деталей для рабочего механизма:
- шестерни разного диаметра;
- хомуты;
- электромотор;
- провода и тумблер.
При изготовлении нужно быть максимально внимательным к используемому материалу, чтобы случайно не попасть на бракованную сталь, что серьезно ускоряет износ. И никогда нельзя опасаться делать что-нибудь своими руками, даже если нет никакого опыта, т.к. это один из лучших способов привнести в жизнь что-то новое.
Как сделать своими руками станок Улитка для холодной ковки?
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
- Приспособления для изгибания металлических элементов «Улитка»
- Технология изготовления приспособления «Улитка»
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- Центр
- Изготовление приспособления
- Изготовление простейшей детали на станке
- Как гнуть профильную трубу на станке «Улитка»?
- Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
- Примеры изделий с завитками
- Заключение
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

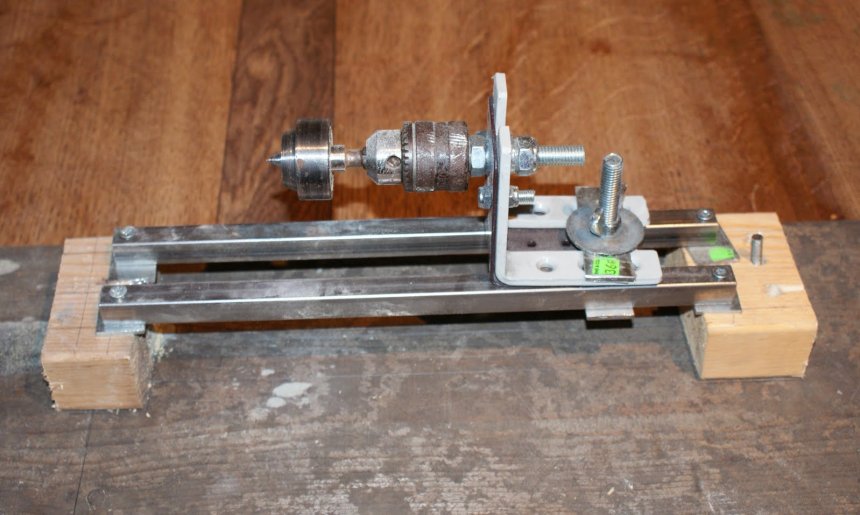
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.

Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
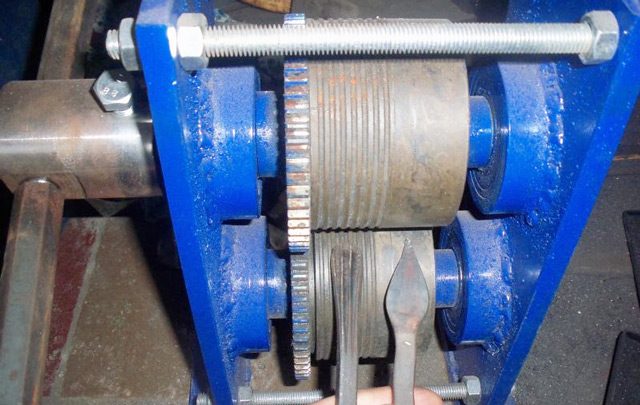
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Технология холодной ковки своими руками

Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье. 
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.

Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.

Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.

“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.

- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.

Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.

Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.

Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.

Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.

С помощью холодной ковки такой рисунок на козырёк не сделать… если не знаете – лучше не пишите….
Добавить комментарий Отменить ответ
При копировании информации с сайта, ссылка на источник обязательна.
Станок для холодной ковки металла, чертежи оборудования
 Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
 Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
 От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
 К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
 В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
 Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.





