Деревянные резные наличники на окна своими руками
Для зданий из бревенчатого сруба резные наличники просто напрашиваются для оформления оконных проёмов. Их самостоятельное изготовление — вовсе не прихоть или попытка сэкономить, ведь действительно хороших мастеров резьбы по дереву сейчас очень немного.
Необходимый минимум инструмента
Изготовление наличников, в отличие от художественной резьбы по дереву, подразумевает многократное выполнение однотипных операций, в результате чего получается достаточно примитивный повторяющийся узор. Поэтому большинство работы выполняется электрическим инструментом: так не только увеличивается скорость обработки, но и достигается равномерное её качество на разных участках.
1 — электролобзик; 2 — дрель; 3 — ленточная шлифмашина; 4 — вибрационная шлифмашина; 5 — ручной фрезер
Основная работа выполняется лобзиком и дрелью. Инструмент должен быть надёжный и качественный, способный долгое время находиться в непрерывном пользовании. Для зачистки и шлифовки изделий лучше пользоваться электрической шлифмашиной, хотя бы простейшей ленточной. Быстрая финишная доработка рельефа возможна с использованием машинок вибрационного типа.
Если вы намерены придать дополнительные мелкие детали граням своего изделия, вам не обойтись без фрезера.
Набор резцов по дереву
Как выбрать древесину
Для наличников наилучшим образом подходят твёрдые породы древесины: дуб, берёза, ясень, клён, ольха. Поскольку толщина готового изделия относительно небольшая (30–45 мм), твёрдые породы будут меньше подвержены гниению и рассыханию, стало быть, дольше сохранят свой внешний вид.
Если резные наличники вы планируете украсить плоско-рельефными элементами со множеством мелких деталей, следует отдать предпочтение более мягким породам с мелким рисунком текстуры. Подойдут липа, тополь, осина, орех и ель.
Древесина для наличников должна быть отборной и, желательно, камерной сушки, влажностью не выше 12%. Не допускается наличие следов коробления или других выраженных пороков, крупных сучьев. В идеале следует сразу заказывать калиброванные доски с шириной 100–150 мм и толщиной 30–40 мм.
Длина заготовок должна быть достаточной, чтобы целиком перекрыть оконный проём по горизонтали и вертикали с напуском в каждую сторону на 1,5 ширины доски. Важно, чтобы вы изначально посчитали количество необходимых заготовок и, помимо них, приобрели ещё несколько досок самой дешёвой породы для тренировки и отработки навыка резьбы.
Изготовление шаблонов и трафаретов
Практически любая резьба по дереву начинается с нанесения на заготовку рисунка по заранее изготовленному шаблону или трафарету. Схем резьбы в сети предостаточно, основная сложность сводится к перенесению линий на деталь в точности и без искажений. Сразу предупредим: не гонитесь за высокой сложностью рисунка. Набор даже самых примитивных элементов в правильной последовательности и с грамотно подобранными отступами берёт своей скромностью и качеством обработки.
Шаблоны верхней и нижней планок наличника на окно
Пример шаблона орнамента наличника
Первый вариант нанесения разметки — изготовление небольшого лекала из пластика или твёрдого листового материала, на котором нанесён одиночный элемент повторяющегося узора. Такой шаблон последовательно прикладывается к заготовке и обводится карандашом.
Также возможно изготовление цельного шаблона. Нужно взять полосу бумаги соответствующей ширины, сложить её гармошкой несколько раз, а затем вырезать узор по принципу ёлочной гирлянды. Полученную ленту нужно наклеить на картон или ЛМДФ, а затем вырезать нужные фигуры. Такой метод приветствуется при значительном объёме работ.
Полученный трафарет впоследствии просто накладывается на доску и обводится мягким карандашом. В идеале должны остаться насыщенные, но точные линии реза и границы дальнейшей обработки. Размечая детали, нужно учитывать и схему расположения узора, чтобы наличники образовывали цельный и завершённый контур, а повторяющийся узор не прерывался невпопад.
Выборка сквозных отверстий
Первым делом проводится подрезка краёв заготовки и выборка отверстий по центру. С краями всё просто: вырезаем лишнее лобзиком, отступая от линии разметки 1–1,5 мм наружу для последующей обработки. Для вырезания фигур по центру плоскости сверлим деталь у самой линии каждого выреза, затем выбираем внутренний контур лобзиком.
Для изготовления крупных отверстий разумно использовать корончатые сверла. В таком случае необходимо размечать на шаблоне не контуры, а центры окружностей, в которые будет установлено центрирующее сверло коронки. Похожий приём может применяться также и при изготовлении овальных отверстий или элементов с малыми радиусами скругления: сложный изгиб сверлится соответствующим радиусом, а всё остальное вырезается лобзиком.
Когда лишние части заготовки выпилены, обрезные края нужно тщательно обработать рашпилем, а затем наждачной бумагой. Рекомендуется использовать бруски квадратного, круглого и скруглённого профилей, на которые набита наждачная бумага. Так вы с меньшей вероятностью «обвалите» края и сможете получить прямые углы на каждой кромке.
Прямоугольные рёбра смотрятся довольно грубо, поэтому их сглаживают фасками и спусками разного профиля. Самый простой способ разнообразить изделие — пройтись по внешнему и внутренним контурам наличника фигурной фрезой. Но возможны и варианты ручной обработки:
- для снятия фаски пройдитесь по прямым граням стружком, сохраняя угол наклона рукоятки к детали постоянным;
- полукруглый выпуклый спуск можно также выполнить стружком, меняя наклон лезвия, либо использовать для этого вогнутый резец;
- вогнутое полукруглое сопряжение выполняется стамеской или резаком со скруглённой кромкой. Такие элементы нужно вырезать поэтапно, удаляя мелкую стружку слой за слоем и тщательно контролируя заглубление инструмента и наклон рукоятки;
- если спуск имеет профиль сложной формы с несколькими выпуклыми, вогнутыми и прямыми элементами, этот профиль делится на несколько этапов и вырезается в строгой последовательности, начиная с самой широкой внешней части и заканчивая самым глубоким и мелким ярусом.
Глухая резьба: наносим рельеф
Когда вы закончили с приданием формы, было бы неплохо разнообразить оставшиеся плоские элементы простым орнаментом или растительными узорами. Вот простейшие приёмы работы:
- Канавка (ветвь, борозда) изготавливается узкой стамеской или резцом с квадратной, треугольной или вогнутой формой лезвия. Резьба ведётся строго по линии, рельеф выбирается мелкой стружкой и затем шлифуется.
- Лист — несколько мелких канавок, имитирующих прожилки, подрезанные дисковым ножом. От центра между прожилками к каждой из них выполняются мелкие зарубки полукруглой стамеской, имитирующие тело листа, затем тонким резцом наводится внешний контур.
- Прилегающие ко спуску плоские участки можно разнообразить глухой резьбой мелкого орнамента. Например, прорезать две борозды от края, образующие с ним треугольник, а в центре пробить просечкой звёздочку.
Обработка древесины и установка наличников
За счёт резных элементов деревянное изделие имеет большую форму поверхности, за счёт чего сильнее подвергается старению. Поэтому древесину следует специальным образом обработать.
Прежде всего, резные изделия для размещения на фасаде следует вымочить в антисептическом составе в течение 5–8 часов, для чего можно выкопать в грунте небольшую траншею и вложить туда полиэтиленовую плёнку для временного обустройства ванны. После вымачивания детали несколько дней сушат сложенными в штабель с подкладками через 30–40 см.
Когда древесина высохла, её нужно тщательно ошкурить, добиваясь гладкости и окончательно устраняя все следы распила и резьбы. Защитный состав выбирается в соответствии с типом фасадной отделки, это может быть как алкидная эмаль, так и полиуретановый лак, тонирующий или прозрачный.
Наконец, для правильной установки наличников оконный проём следует обрамить плоской рейкой толщиной в 10–15 мм и такой ширины, чтобы её внешний край не был виден сквозь резной узор по контуру наличника. Цель этой планки — устранить оставшиеся неровности стены и обеспечить надёжную основу для закрепления резного элемента. Часто эту рейку окрашивают в цвет, контрастирующий с покрытием самого наличника для большей выразительности узора.
Наличники могут крепиться с прямой и косой подрезкой, что зависит от типа и плотности узора. Косая подрезка выполняется с запилом каждой стороны под 45°, при этом линия реза должна проходить через идентичные участки рисунка и не пересекать вырезанные внутри фигуры.
При прямой подрезке горизонтальный элемент располагается между двумя вертикальными. Их верхний край должен быть на 1–2 см выше перекладины, если обрезной торец прямой. Также возможно изготовление на краю резьбы по общей схеме, если в процессе изготовления провести примерку и точную подгонку наличников. Само же крепление наличников элементарное — для него используют обычные ершёные гвозди без шляпки. Важно только, чтобы гвоздь прошивал наличник и планку, выступая не менее 5 мм с изнанки.
Как сделать резные наличники на окна
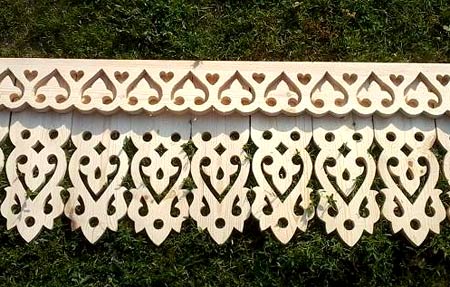
Издревле главным украшением деревянного зодчества являлась домовая резьба по дереву – декорирование фасада дома разнообразными узорами и целыми рисунками, вырезанными из древесины. Центральным элементом декора экстерьера дома всегда выступали оконные наличники, изготовленные вручную народными умельцами и мастерами.
Так выглядят самодельные резные наличники
Возродить старинную практику резьбы по дереву и изготовить наличники на окна своими руками может попробовать любой желающий, если его не пугает столярное дело. Радость от творческого процесса и созерцание результата своих трудов, несомненно, принесёт удовлетворение создателю.
Преимущества и назначения оконных наличников
Оконный наличник является конструктивным элементом, предназначенным для закрытия щели между проёмом и оконной коробкой.
Благодаря наличникам обеспечивается:
- неповторимость и оригинальность фасада;
- эстетичность и законченность экстерьера;
- снижается уровень шума;
- защита от проникновения осадков, холода и ветра;
- сохранность утеплителя между рамой и проемом.
Вернуться к оглавлению
Старинная технология изготовления наличников
В старину верили, что резные наличники защищают дом и его хозяев от сглаза и нечистой силой.
 Экстерьер и отделка дома резными наличниками
Экстерьер и отделка дома резными наличниками
Каждый узор и орнамент создавался не только как украшение, но и оберег. В верхней части окна чаще всего располагались символы солнца или крест. Растительные мотивы показывают стремление к единству с природой. Резные завитки и в волны – это знаки воды, дарующие жизнь и плодородие. Змеи, птицы и прочие животные также имели своё символичное значение.
Значение предавалось не только резным знакам, но и свойствам древесины. Порода дерева, место и условия, в которых оно росло, также непременно учитывалось мастерами. Например, из деревьев, которые выросли на перекрёстке, никогда не строили дома и не изготавливали никаких предметов. Орнаменты и техника изготовления резных наличников в каждом регионе и даже в каждой деревне были своими и неповторимыми.
Различаются следующие виды резьбы по дереву:
 Вариант узора самодельного наличника для окна
Вариант узора самодельного наличника для окна
- Глухая или плоская резьба. Этот популярный вид резьбы по дереву отличается отсутствием сквозных отверстий и прорезей на основе наличника. Орнамент или рисунок находится практически вровень с резьбой. Плоская резьба включает в себя все разновидности рельефной резьбы, среди которых особое место занимает геометрическая резьба с её ромбами, квадратами и кругами. Техника глухой резьбы достаточно сложна, но даёт возможность практически не ограничивать свою фантазию, создавая целые картины и витиеватые узоры на древесине.
- Скульптурная резьба – самая сложная и требует знаний и определённого таланта от резчика.
- Накладная резьба. Отдельно вырезанные небольшие детали закрепляются на основу, это могут быть различные рельефные фигурки или кружевные резные планки, закреплённые на контрастную основу.
 Пример изготовления наличника накладной резьбой
Пример изготовления наличника накладной резьбой
Вернуться к оглавлению
Порода древесины для резных наличников
Для резьбы используются разные породы древесины. Их отличие заключается в плотности, твёрдости, структуре волокон, цвете, рисунке.
Самой податливой и удобной для резьбы считается древесина лиственных пород – липа, осина ольха. Резные наличники на окна своими руками проще всего изготовить из липы. Она очень легко режется, однако нужно быть осторожным, чтобы не испортить заготовку неловким движением.
 Резной наличник из осины
Резной наличник из осины
Древесина липы – чистая светлая с равномерной, практически не заметной текстурой. Есть у мягких пород дерева и недостатки: их рыхлая структура очень хорошо впитывает влагу, хотя эта проблема решается с помощью нанесения пропиток, покрытия лаком или краской.
Из хвойных сортов для резьбы используют сосну, кедр, пихту, ель. Эти породы хорошо обрабатываются и прекрасно подходят для создания уличных наличников с прорезной и контурной резьбой.
Сосна – самый распространённый и доступный пиломатериал, отличается хорошими эксплуатационными свойствами, четким красивым рисунком древесины.
Благодаря содержанию смол сосна имеет хорошую устойчивость к атмосферному воздействию. Новичкам в резьбе можно использовать берёзу – её древесина не такая мягкая, как у липы, что позволяет получать более чёткие и аккуратные срезы. Берёза прекрасно поддаётся резке как вдоль, так и поперёк волокон, хорошо пилится и сверлится. 
Наличники из твёрдых пород (дуб, лиственница, бук, самшит, орех) очень долговечны, но стоят они дорого, и при обработке требуют больше усилий и времени. Изготовление таких наличников будет оправдано в следующих случаях:
- для региона свойственны сильные перепады температур;
- при очень сухом воздухе;
- для климата с высокой влажностью.
Для мелких элементов, выполненных в технике накладной резьбы, можно использовать фруктовые сорта деревьев, например вишню, яблоню, грушу.
Узоры для резных наличников – создание шаблона
Чтобы орнамент для резьбы на всей окнах получился симметричным и одинаковым, необходимо изготовление эскиза или шаблона для резьбы. Создание шаблона для декоративного наличника не составит труда, сложнее определиться с многообразием рисунков и орнаментов, представленных на специализированных сайтах и магазинах.
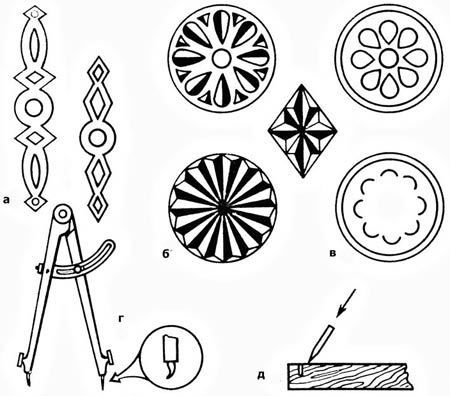 Шаблоны узоров для резных наличников
Шаблоны узоров для резных наличников
Для тех, кто занимается резьбой впервые, не следует выбирать сложные узоры. Крупный орнамент без слишком мелких и вычурных деталей – то, что нужно для новичка. Готовые шаблоны можно скопировать полностью или придумать что-то новое на основе отдельных деталей и их комбинации.
Самостоятельно шаблоны можно изготовить несколькими способами:
- Обработка графическим редактором. Создать готовое изображение нужного масштаба можно с помощью фотошопа.
- Распечатать или сделать ксерокопию. Выбранный узор увеличивается до нужного размера и распечатывается на принтере.
- Ручной способ. Ручной перенос рисунка на шаблон с помощью линейного масштабирования.
Шаблоны для резных наличников лучше всего сделать на картоне или плотной бумаге. 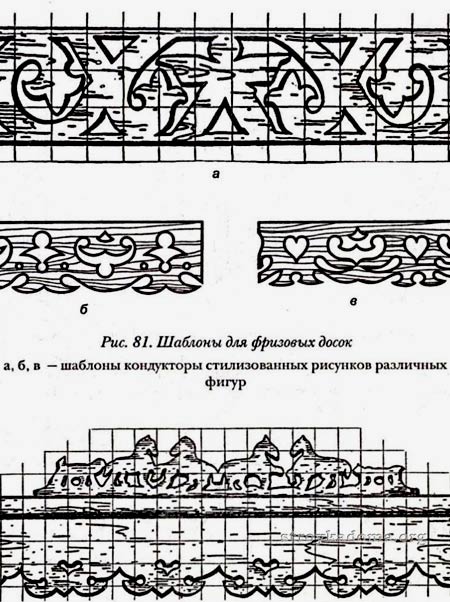 На все элементы орнамента изготавливается собственный шаблон в натуральную величину.
На все элементы орнамента изготавливается собственный шаблон в натуральную величину.
Перенести узор с шаблона на деревянную основу можно следующим образом:
- Вырезать трафарет ножницами, и, приложив к деревянной доске, обвести контуры карандашом.
- Нанести контур рисунка с помощью копировальной бумаги.
- Если нет копировальной бумаги, оттиск узора на дерево можно перенести, сильно нажимая на ручку. Останется слабый след, который для чёткости обводится карандашом.
- Рисунок на деревянной доске нужно располагать поперёк волокон, это убережёт резные элементы от растрескивания.
- Прорезные участки на заготовке можно закрасить карандашом.
Инструменты для выполнения прорезной резьбы
Для прорезной техники выпиливания главными инструментами является дрель и пила. При этом тип пильного инструмента может быть любой: от ручной ножовки до лобзика.
Как сделать резные наличники быстрым автоматизированным способом? Для этого можно воспользоваться помощью электроинструментов:
- Электродрель. Требуется для высверливания предварительных отверстий в заготовке для завода пилки лобзика.
- Электролобзик. Имеет высокую производительность и существенно ускоряет и упрощает изготовление резного изделия. Для красивого аккуратного пропила лучше использовать пилки с мелким зубом.
- Ручной фрезер. Производительность ручного фрезера ниже, чем у электролобзика, и потребуются некоторые навыки при обращении с инструментом. Однако полученные фрезером пропилы очень аккуратны, и не требуется предварительное высверливание отверстий.
 Процесс изготовления наличника ручным фрезером
Процесс изготовления наличника ручным фрезером
Вернуться к оглавлению
Изготовление резных наличников
Для работы по изготовлению резного наличника потребуются следующие инструменты:
- шаблоны для нанесения узора;
- наждачная бумага различной зернистости;
- электролобзик или ручной фрезер;
- электродрель и свёрла для дерева;
- набор стамесок для резьбы.
Этапы изготовления оконного наличника включают следующие пункты:
- Вначале делаются замеры с окна.
- Выбирается древесина для наличника нужной ширины и высоты (главное, чтобы поместился трафарет выбранного узора). Толщина доски для накладной резьбы – 1 см, для сквозной – 3 см.
- Поверхность древесины хорошо обрабатывается наждачной бумагой, начиная с крупнозернистой. Напоследок заготовка шлифуется наждачной бумагой нулевой зернистости.

- На подготовленную поверхность накладывается трафарет и переводится рисунок. Сквозные просветы закрашиваются.
- Вырезание орнамента. Если для работы используется электролобзик, вначале в узоре высверливаются отверстия, в которые заводится пилка лобзика и вырезается узор. Внешний контур вырезается с заходом через внешнюю кромку доски. Конструкции многих моделей электролобзиков позволяют делать пропилы под углами в 45 или 90 градусов. Можно использовать эти возможности, чтобы сделать красивые кромки на узоре.
- Срезы и отверстия хорошо шлифуются наждачной бумагой. Влажной тряпкой нужно протереть изделие для удаления остатков древесной пыли.
- Резные накладные элементы закрепляются на полотно наличника на гвозди без шляпок или на клеевой состав.
Установка готового наличника на окно
На деревянные окна наличники можно закрепить следующим образом:
- Глухой шип. При таком варианте крепления в наличнике устанавливается шип, а в раме просверливается подходящее под него отверстие. Шип смазывается клеем и заводится в паз. Такое крепление достаточно сложно сделать, но зато оно надёжно и незаметно для глаз.
- Сквозной шип. Способ менее надёжный, но выполнить его проще. Систему крепления шипов устанавливают на тех участках, где крепление не будет сильно бросаться в глаза.
Чтобы задекорировать места креплений, можно смешать мелкие опилки с клеем и замаскировать отверстия. Делается это до окраски наличники. Если нужно установить наличники на раму пластикового окна, используются жидкие гвозди, чтобы не сверлить отверстия в пластике.
 Пример монтажа резного наличника на пластиковые окна
Пример монтажа резного наличника на пластиковые окна
Процесс окрашивания не имеет особых требований. Наличники покрываются защитным слоем лака, морилки, краски или олифы. Обработка древесины, особенно мягких пород, необходима – это значительно продлит срок службы резных наличников.
Резные наличники: оригинальные идеи оформления

- Особенности
- Виды
- Как сделать и установить?
- Советы
- Красивые примеры
Использование резных наличников во внешней отделке дома способно преобразить любое строение, даже самое примитивное по архитектуре. В основе самого слова «наличники» лежит значение «на лицо». Неудивительно, что с такими украшениями дом приобретает узнаваемость, необычность, оригинальность и завершенность образа.


Особенности
Сами по себе наличники несут несколько функций. Декоративная — лишь одна из них. С помощью таких элементов можно зрительно сделать узкий дом шире, а низкое строение «увеличить в росте».
Благодаря таким украшениям маскируются зазоры между оконной рамой и стеной, что в свою очередь приводит к уменьшению уровня шума с улицы. Кроме того, в щели не проникает пыль и вода, а в сам дом — холод.
Используя резные наличники, можно сделать здание колоритным в национальном плане и оформить его под старину. Важно, чтобы применение этих элементов было уместным. Деревянные наличники на пластиковом окне будут смотреться также странно, как и металлические на бревенчатом доме.


Резные наличники для окон можно сделать из пластика, МДФ, ДВП, металла и дерева.
Наиболее привычным и распространенным вариантом являются деревянные. Они прекрасно выглядят, зачастую поражая богатой резьбой, и поддаются реставрации. В качестве основы для создания фигурных элементов часто выбирают клен, ольху или березу, а также сосну. Такое дерево нельзя назвать особо стойким и долговечным, зато оно легко режется и недорого стоит.
Для изготовления небольших элементов часто выбирают яблоню или черешню.
Изделия из бука, дуба, лиственницы или ясеня хорошо сопротивляются воздействию осадков и перепадам температур, но обрабатывать эти породы намного труднее.


Выделяют несколько видов деревянных наличников:
- Плоские. Никакого «декоративного подтекста» в них нет. Такие модели используют лишь для одной цели — закрытия щелей дома наиболее экономичным способом.
- Фасонные. Модели имеют выпуклую поверхность. В них могут быть выступы и впадины в виде вырезных узоров. В таких «рамках» окна смотрятся очень нарядно. Особенно выразительными зачастую бывают оконные ставни.
- Фигурные. Такие изделия отличаются особой индивидуальностью, оригинальностью форм и прорезных элементов. Их в полной мере можно назвать декоративными элементами дома. Чтобы изготовить эти изделия, нужен вертикально-фрезерный станок.
Проблемой деревянных наличников является то, что с годами материал может потемнеть, растрескаться или сгнить. Чтобы предотвратить это, периодически нужно проводить их обработку защитным лаком.



Наличники из металла смотрятся не хуже деревянных и органично вписываются в облик фасада, оформленного с использованием сайдинга. Материал позволяет декорировать изделие сложными узорами и комбинированной расцветкой. Такие наличники отличаются долговечностью и монтируются без особого труда. Но не следует забывать, что металл подвержен коррозии, поэтому нужно принимать меры, чтобы на обрамлении вокруг окон не стали появляться следы ржавчины.


Окна ПВХ лучше всего украсят пластиковые наличники. В отличие от деревянных такие могут быть выполнены в любой форме и цвете. Они не растрескаются с годами, не сгниют, их не съедят насекомые. Изделия легко установить. Они долго служат и не требуют особого ухода.
Проблема только в том, что эти изделия невозможно изготовить самостоятельно, а вариантов с по-настоящему тонкой рельефной резьбой производители не предлагают.


Древесно-волокнистая плита позволяет выполнить на ней любые рисунки и легко поддается обработке. Именно поэтому ее часто используют для украшения окон. Чтобы такие изделия со временем не набрали в себя воду и не испортились, до начала эксплуатации их надо заламинировать.
Схожим по структуре материалом является МДФ — мелкодисперсная фракция дерева. По сути это улучшенная версия ДВП. Этот материал также можно использовать для изготовления наличников, обработке он поддается не хуже древесно-волокнистой плиты.


Сама резьба также различается по видам.
- Прорезная. Она создается по всей площади наличника и напоминает воздушные кружева.
- Накладная. В данном случае ажурные элементы накладываются на сплошную основу, к которой приклеиваются или приколачиваются гвоздями. При таком подходе получаются более тонкие, легкие и четкие орнаменты, чем при использовании глухой резьбы (не насквозь).


Наличники также отличаются по виду монтажа.
- Накладные просто прикрепляются на стену возле окна и прибиваются гвоздями без шляпок, либо садятся на клей.
- Телескопические с г-образными выступами вставляются в зазоры между оконной коробкой и стеной. Устанавливать их не так просто, как накладные, зато они обеспечивают более надежную изоляцию стыка от внешнего воздействия.


Как сделать и установить?
Чтобы изготовить своими руками деревянные наличники, потребуются следующие инструменты.
- дрель и сверла к ней;
- электролобзик с набором пилок;
- стамески;
- наждачная бумага;
- лепестковый диск на дрель из наждачной бумаги;
- шлифмашинка;
- фрезер.


Для начала нужно определиться с ажуром, который будет присутствовать на наличниках. Люди с талантом и должной подготовкой могут самостоятельно сделать желаемое изображение. Также в интернете можно найти огромное количество самых разнообразных рисунков.
Выбранный вариант необходимо перенести по шаблону на доску. Иногда шаблон приходится увеличивать. Самое простое — сделать распечатку нужного размера, перенести схему на картон и вырезать.
Толщина доски при прорезной резьбе должна составлять не менее 3 сантиметров. Если резьба накладная, можно использовать для создания ажура древесину толщиной в 1 сантиметр.
Приступая к процессу создания прорезных наличников, многие задумываются над тем, можно ли создавать рисунок одновременно на нескольких из них, сложив будущие изделия стопкой. Ведь рисунок один и тот же.


Профессионал с соответствующим оборудованием может допустить такой вариант решения задачи. Что касается домашних мастеров, у них зачастую в наличии лобзики недостаточной мощности. В результате процесс обработки нескольких досок одновременно проходит очень медленно.
Когда линии прямые, пилка работает на приемлемой скорости, на закругленных участках процесс получается слишком долгим. В результате «оптового» подхода выигрыш по времени не такой значительный, как хотелось бы.
Также надо учитывать, что даже качественные пилки отклоняются при обработке дерева слишком большой толщины. Поэтому на нижних досках могут получиться неаккуратные прорези. Поэтому, приступая к делу, нужно хорошо подумать обо всех нюансах процесса.


Важно правильно расположить рисунок на деревянной заготовке. Чтобы наличники не потрескались, элементы должны «идти» вдоль древесного волокна.
Для начала следует вырезать лишнее дерево в определенных местах. Пилки подбираются с таким учетом, чтобы необходимое отверстие по диаметру было чуть больше ширины инструмента.
В полученные на первом этапе прорези устанавливается пилка, и по намеченному рисунку убирается все лишнее. Действовать нужно точно, но с учетом того, что на оконное обрамление будут смотреть издалека, небольшие погрешности не должны слишком озадачивать мастера.


Если у изделия край фигурный, он также создается при помощи лобзика. При резе слишком сложной формы некоторые места могут получиться не особо изящными. Ситуацию исправит дальнейшая обработка стамеской. Завершенный вид изделиям придается на таких обязательных этапах изготовления, как шлифовка, грунтование и покраска.
Быстрее всего шлифовка идет с использованием шлифмашинки. С наждачным кругом на дрели процедура проходит уже медленнее. Ручная обработка наждачной бумагой отнимает очень много времени. Если доводить облик плоских поверхностей до завершения шлифмашинкой, а наждачкой проходиться по мелким деталям вручную, можно получить необходимый результат, не затягивая процесса создания наличников.
Грунтовка нужна для того, чтобы собственноручно созданная красота из дерева не подверглась сырости, воздействиям солнца, грибка и жуков-древоточцев. Подойдет любая пропитка для наружного применения. Будущий наличник удобнее всего опустить на несколько минут в емкость с соответствующим раствором. Другой вариант — пройтись по всем завиткам и прорезям кисточкой.


Для окрашивания можно использовать разные составы. Удобно пустить в ход масло для дерева, впитывающееся в него. Такое покрытие нужно будет обновить лишь через несколько лет. Перед повторной обработкой потребуется очистить поверхность и убрать с нее пыль. Выбирая этот способ защиты изделия, нужно учитывать, что масло стоит дорого, а выбор цветов ограничен.
Если использовать укрывистые краски, перекрашивать наличники нужно будет раз в год. Чтобы изделия сохраняли опрятный вид, старую краску перед нанесением новой необходимо убирать, заново проводить грунтовку и только после этого наносить свежий слой.
Последний этап работы — установка наличников. Их можно крепить на стену или подкладную доску и только потом – на фасад вокруг окна.


Советы
- Если хочется украсить дом деревянными наличниками, можно приобрести отборный материал, прошедший камерную сушку. В такой камере из древесины в ускоренном режиме выводят влагу, доводя ее уровень максимум до 12 процентов. Треснувшие и перекосившиеся по ходу просушивания доски отбраковывают, а до потребителя доходит только качественный продукт. Поэтому, покупая его, можно не беспокоиться за судьбу будущих изделий.
- Поискать доски, прошедшие спецобработку, лучше в строительных магазинах или на пилорамах. Ни в коем случае экземпляры не должны быть с большими сучками, остатками смолы или другими следами негативного свойства, которые могут дать о себе знать при создании узора. Лучше всего заказать доски, ширина которых – 10-15 сантиметров, а толщина – 3-4.
- Перед началом непосредственного создания наличников, имеет смысл отточить мастерство резчика и навык создания конкретного рисунка на дешевых досках.


Если хочется создать не просто красивые, но и наполненные смыслом изделия, лучше учесть значение некоторых элементов рисунка наличников, которые фигурируют на фасадах домов в русском стиле с давних веков — украшения на домах несли не только декоративную функцию, но и функцию оберега.
При создании наличников хозяин дома получал возможность самовыражения, донося до окружающих определенную информацию. Например, солнце в центре верхней части наличника означает энергию и жизнь. Змея как декоративный элемент олицетворяет плодородие и мудрость. Крест, вписанный в резной декор оконного обрамления, символизирует гармонию духовных и материальных стремлений.
Растительные орнаменты олицетворяют единство с природой, а такой распространенный элемент, как сережки сигнализирует о гостеприимстве хозяев дома. Лягушка является знаком непрерывности жизни и воскресения.



Красивые примеры
- Металлические наличники смотрятся весьма представительно, поражая при этом тонкостью резьбы. Центральная деталь в виде пары птиц завораживает изяществом, придавая неповторимость всему фасаду.


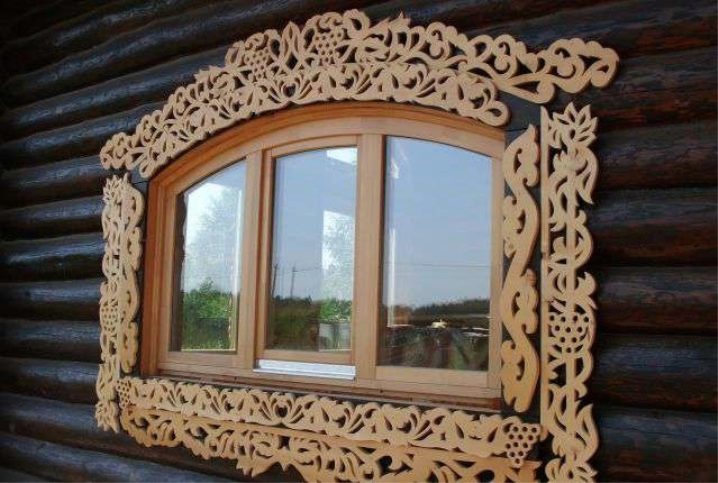
- Наличник окна необычной формы выглядит, как ажурная рамка для картины. Необычный узор с флористическими мотивами, переплетающимися с изображениями виноградной лозы, привлекает внимание, заставляя изучать причудливо связанные между собой мотивы.
- Наличники могут выглядеть очень богато и тяжеловесно, будучи украшенными пышными изображениями животных, но в сочетании с бревенчатыми стенами и нестандартным для дома в русском стиле оконным переплетом, воспринимаются они вполне органично. Такое оконное обрамление подчеркивает основательность здания.
- Не всегда рисунок на наличниках должен быть особо пышным. Если оформить окно прорезной резьбой без подкладной доски при контрастном цвете фасада, изображение будет четким. Мелкие ажурные детали, силуэты солнца и птиц смогут привлечь внимание любого, кто посмотрит на дом со стороны.


О том, как сделать резной деревянный наличник своими руками, смотрите в следующем видео.
Виды полипропиленовых труб. Инструкция по пайке. Советы и правила

Оглавление:
- Типы труб
- Типы соединения полипропиленовых труб
- Муфтовая сварка
- Стыковая сварка
- Холодная сварка
- Необходимые инструменты
- Проведение работ
- Заключительные советы
Полипропиленовые трубы вошли в нашу жизнь в качестве дешевого и универсального строительного материала. Существует много способов их соединения, но один из самых надежных, практичных и удобных – пайка. Для выполнения качественной работы необходимо знать некоторые тонкости и хитрости, о которых и пойдет речь в статье.
Типы труб

Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
Диаметр трубы.
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
Сфера применения и особенности
PN 10
Для подачи холодной воды, в системах теплых полов с подогревом до 45 0 С. Имеет тонкие стенки.
PN 16
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением.
PN 20
Труба универсального назначения. Подача воды с температурой не выше 85 0 С
PN 25
Горячее водоснабжение, отопление. Подача воды до 95 0 С. Армирована фольгой.
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты

Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270 0 С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Как правильно паять пластиковые трубы своими руками
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
- Компрессионные;
- Пресс-фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Как паять полипропиленовые трубы правильно – инструкция по шагам
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Пошаговая инструкция: как правильно паять пластиковые трубы в домашних условиях
Доброе время суток, дорогой читатель! Сборка или ремонт систем отопления, водопровода, канализации из современных видов полимерных изделий осуществляется легко и быстро, благодаря технологии запаивания, применяемой для соединения деталей. Выполнить эти работы можно своими руками, если знать как паять пластиковые трубы, заранее подготовить необходимые инструменты и приспособления.
Виды труб соединяемых пайкой
Спаивать можно следующие виды труб.

- поливинилхлоридные (ПВХ);
- полипропиленовые;
- медные трубы;
- полибутеновые;
- из полиэтилена повышенной термостойкости;
- пластмассовые изделия с армированием.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.

В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Защитную плёнку можно создать с помощью канифоли, воска, различных смол.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.

Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
- мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
- качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками. Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
- тип регулятора температуры. Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.

Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.

Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
Видео по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Заключение
Пайка пластиковых труб является не сложной, но достаточно ответственной операцией. Ошибки и небрежности при её выполнении могут привести к серьёзным последствиям при первом же пуске водопроводной или отопительной системы.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.





