Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
- Пайка меди, почему стоит этому научиться
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Что понадобится в процессе
- Технология пайки медных изделий
- Отрезаем деталь необходимой длины
- Наносим флюс на поверхность трубы
- Соединяем детали перед пайкой
- Образование соединения при низкотемпературной пайке
- Образование шва при пайке высокотемпературного типа
- Техника безопасности при спаивании труб из меди
- Основные ошибки допускаемые при пайке
- Выводы и полезное видео по теме
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений

Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
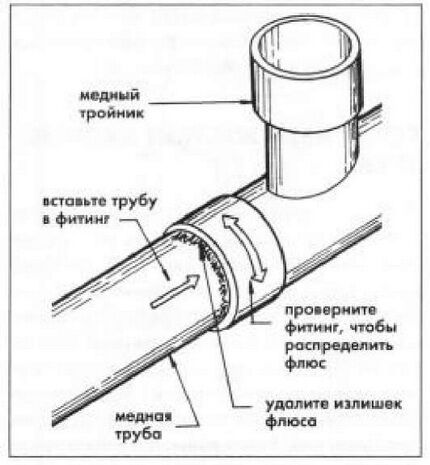
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
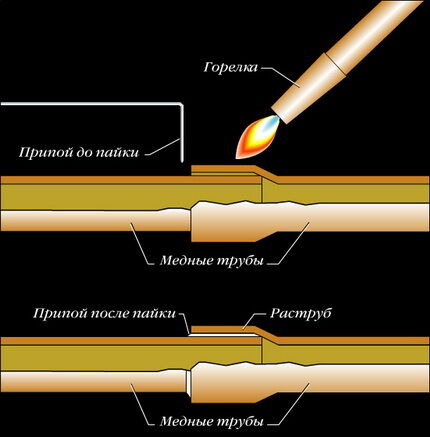
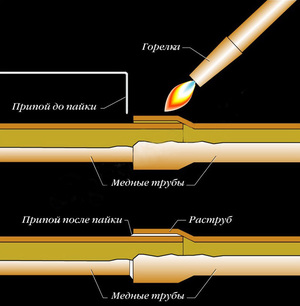
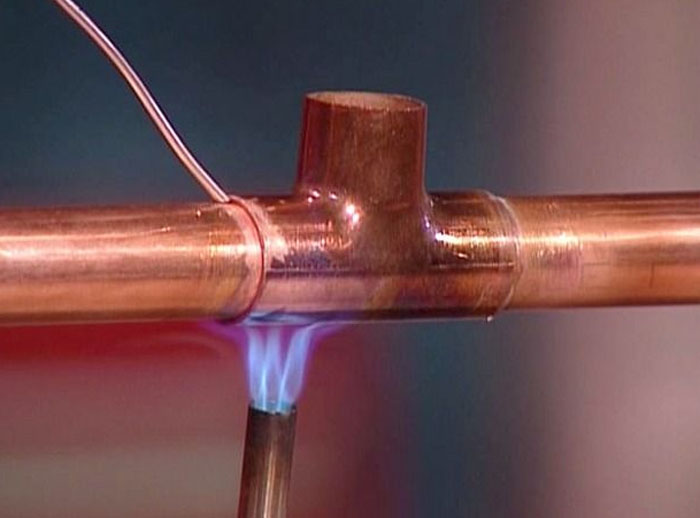
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Как правильно паять медные трубы: технология пайки своими руками, инструменты, основные ошибки
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
- Технология пайки медных труб
- Высокотемпературная пайка
- Низкотемпературная пайка
- Набор для пайки медных труб
- Припой и флюс
- Горелка
- Паяльник
- Сопутствующие материалы
- Как правильно паять медные трубы, пошаговая инструкция
- Подготовка соединения
- Нанесение флюса
- Пайка
- Техника безопасности при пайке труб из меди
- Основные ошибки
- Пайка медных труб своими руками видео
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
 Оборудование для пайки медных труб
Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.  Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
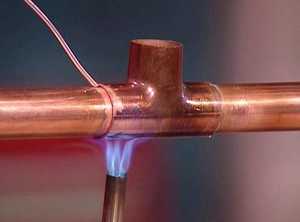
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Пайка медных труб: пошаговый разбор работ и практические примеры

Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
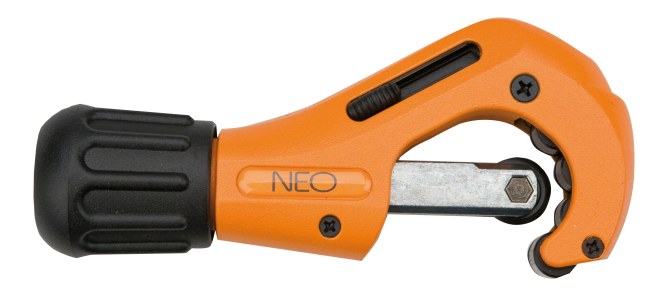
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
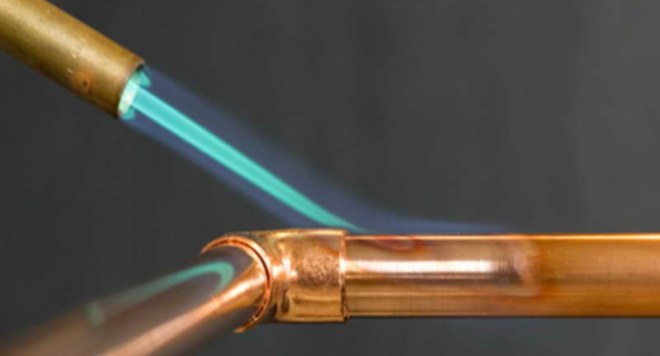
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб своими руками – инструкция и видео
Необходимость в пайке медных труб, выполнить которую совсем несложно, если учитывать все особенности данного процесса, возникает в тех ситуациях, когда требуется осуществить монтаж или ремонт систем водоснабжения и кондиционирования, где они используются. Пайка медных труб своими руками или силами привлеченных профессионалов — это отличная возможность создать в своем доме или квартире систему подачи воды, которую многие специалисты называют вечной.
Разогрев припоя в пламени горелки
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает. Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность.
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.
Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.

Процесс пайки медной трубы
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
- Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
- Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями. Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
- Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель.

Набор для развальцовки медных труб
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Технология пайки медных труб
Паять или варить медные трубы для систем водоснабжения и отопления, кондиционеров и любых других устройств, достаточно несложно. Алгоритм выполнения такой операции выглядит следующим образом.
- Сначала необходимо отрезать кусок трубы требуемой длины, для чего используется труборез. Очень важно располагать инструмент перпендикулярно к оси трубы, чтобы рез получился максимально ровным.
- После того как труба будет отрезана, ее необходимо зачистить. Для очистки поверхности изделия используют металлическую щетку, а ее торец освобождают от заусениц и металлической пыли при помощи ершика. Ни в коем случае нельзя использовать для этих целей наждачную бумагу, так как она оставит на поверхности трубы мелкий песок, который ухудшит сцепление припоя с основным металлом.
- Для какой бы цели вы не паяли трубы из меди, для кондиционеров, холодильников или систем отопления, край одной из них необходимо расширить. Увеличить диаметр конца одной из труб следует до такого значения, чтобы другой конец спокойно входил в него, оставляя лишь небольшой зазор.
- Расширенный конец трубы также следует зачистить, используя для этого металлическую щетку, но не наждачную бумагу или чистящую пасту.
- Перед началом пайки на конец трубы меньшего сечения следует нанести флюс. Очень важно равномерно распределить флюс при его нанесении, в противном случае его избыток попадет внутрь трубы и образует там застывшие капли, которые будут создавать шум при движении по ней жидкости.
Труборез для медных и алюминиевых труб 3-35 мм
Подготовленные концы труб перед пайкой следует вставить друг в друга, после этого можно приступать к пайке, вытерев избытки флюса влажной тряпкой. Чтобы соединение получилось качественным и надежным, необходимо прогреть соединяемые трубы перед началом использования припоя. Нагрев может считаться достаточным тогда, когда нанесенный на одну из труб флюс станет серебристого цвета.
После предварительного разогрева места соединения к нему подносят припой, который от высокой температуры начинает плавиться и заполнять пространство стыка. Способствует процессу и принцип капиллярности, за счет которого расплавленный припой заполняет зазор между трубами. Пайку заканчивают в тот момент, когда он полностью заполняет собой промежуток между соединяемыми трубами. Очень хорошо такой процесс просматривается на видео, которое снимают многие специалисты.
После окончания пайки трубам следует дать остыть и ни в коем случае не подвергать их механическому воздействию. Остывший шов можно протереть влажной тряпкой, чтобы удалить с него остатки флюса.
Теперь вы знаете, как паять медные трубы. Более наглядно изучить процесс пайки позволит видео ниже.
Давление в системе отопления — нормы, показатели, как поднять или снизить
Системы центрального отопления многоэтажных коммунальных зданий и индивидуальных жилых домов имеют не только существенные конструктивные различия, но разные физические характеристики используемого теплоносителя. При проектировании внутридомовых теплосетей основным расчетным критерием является давление в системе отопления, параметры которого оказывают существенное влияние на корректность функционирования всего обогрева.
В индивидуальных жилых домах для обогревания используются автономные системы, в состав которых входит различное оборудование, при самостоятельном заполнении контура тепловым носителем важно выдержать правильные параметры напора. Контроль и регулировка давления в заданных рамках при эксплуатации отопительной системы обеспечит долговечность ее работы, оптимизирует расход тепловых ресурсов, повысит КПД теплообменных приборов.

Рис. 1 Отопительное оборудование в доме – внешний вид
- Какое нужно давление в системе отопления
- Классификация давлений
- Индивидуального дома
- Многоэтажных домов
- Как уменьшить и повысить давление
- Рекомендации по монтажу
Какое нужно давление в системе отопления
Чтобы тепловой носитель двигался по трубам, а котел мог работать, в любой отопительной системе необходимо поддержание определенного напора.
Основным прибором, которым контролируют давление теплоносителя в системе отопления, служит манометр, регулярная проверка его показаний сообщает потребителю весьма полезную информацию. К примеру, снижение давления сигнализирует об утечке (нарушение герметичности трубопровода), обнаружить которую иным способом, кроме визуального, невозможно. Повышение показаний манометра может свидетельствовать о перегреве теплоносителя, засорении проходных каналов различного вида отложениями.
Чтобы исключить ошибочную реакцию на показании манометра, полезно знать значения рабочего (номинального), динамического (допустимые пределы отклонений от рабочего), статического и максимального давлений.

Рис. 2 Схема отопления частного жилого дома с радиаторными теплообменниками и подогреваемыми полами
Классификация давлений
Многие пользователи задают вопрос, зачем давление в системе отопления, ответом на который является следующие соображения.
Устанавливаемое в индивидуальных домах отопительное оборудование устроено таким образом, что котел включается при определенной величине давления, указанной в его паспортных данных, стандартным считается показатель не менее 0,5 бара. Поэтому поддержание данного напора — основная задача пользователя, хотя на практике для корректной работы всей системы требуется большая величина.
При эксплуатации отопительной системы пользователю приходится сталкиваться с определениями следующих типов давлений:
- Максимальное давление в системе отопления указывает на предельно допустимый порог, который нельзя превышать по причине поломки оборудования, прорыва трубопровода, повреждения котла.
- Рабочее давление в системе отопления частного дома или номинальное — указывает значение, при котором она функционирует в течение всего отопительного периода.
- Опрессовочное — давление, которым проверяют трубопровод отопления после его монтажа или периодически в процессе эксплуатации, согласно нормативам, оптимальной считается величина в 1,5 раза превосходящая рабочее.
- Статическое давление в системе отопления соответствует значению при неработающем котле, отключенном циркуляционном насосе и холодном тепловом носителе. Данная величина соответствует измеренным манометром показаниям после заполнения контура водой.
- Динамическое — равно величине колебаний давления при эксплуатации системы, зависит от температуры нагревания теплоносителя, режима работы циркуляционного электронасоса (переключения скоростей вращения вала).

Рис. 3 Основные узлы замкнутой системы
Индивидуального дома
Все системы обогрева частных домов условно можно разделить на открытого (гравитационные) и закрытого типа. В гравитационных расширительная емкость, требующаяся для их нормального функционирования, расположена в высшей точке трубопровода. При этом давление в трубах отопления создается за счет водного столба, высота которого измеряется от нижней точки обратки до поверхности воды в накопительном баке. Напор в отопительной системе открытого типа соответствует высоте водяного столба в метрах (при переводе в общепринятые единицы 10 метров приравнивают к одному бару или одной атмосфере).
Так как отопительная система с открытым контуром может эффективно работать при этажности домов не выше трех, расстояние от подвала, где обычно находится котел, до бака на чердаке в среднем равно 10 м, и общепринятое давление в системе отопления открытого типа считают равным 1 бару.
В системах закрытого типа герметичный мембранный бачок устанавливают в любом удобном месте (обычно недалеко от котла) и тепловой носитель не контактирует с атмосферным воздухом. В линии движение теплоносителя осуществляется при помощи циркуляционного электронасоса — это позволяет отапливать многоэтажки и использовать помимо радиаторных контуры теплых полов.
Давление в закрытой системе отопления частного дома принято удерживать в диапазоне 1 — 1,5 бара (показатель увеличивается при большой длине отопительной магистрали).
Если в контуре закрытого типа работает один циркуляционный электронасос, проталкивающий рабочее тело по трубопроводу, то в многоконтурной системе с теплыми полами диапазон 1 — 1,5 бара недостаточен для ее нормального функционирования. Чтобы не превышать данные показатели, трубопровод теплых полов подключают к коллекторному узлу, имеющему дополнительный встроенный насос, отвечающий за поддержание нужного напора в половом нагревательном контуре.

Рис. 4 Схема с открытым расширительным баком
Многоэтажных домов
Жилец многоэтажного дома никак не может оказывать влияние на давление в центральной системе отопления, за поддержание которого отвечают коммунальщики. Однако в некоторых ситуациях (к примеру, при замене старых радиаторных теплообменников на новые или незаконной врезке) потребителю полезно знать, какое давление в системе отопления многоэтажного дома.
Как известно, показатель давления прямо связан с высотностью здания, если напор слишком низкий, прилагаемого кинетического усилия окажется недостаточно для подъема столба воды на большую высоту, и она перестанет двигаться по трубам. К тому же должен быть определенный запас для преодоления гидросопротивления трубопроводной магистрали и корректной работы сантехнических приборов, бытовой техники.
Общепринятый средний показатель давления в системе отопления многоэтажных домов составляет 6 бар (атмосфер), на обратке его величина ровна 4 — 4,5 бар.
Обычно коммунальные службы делают ощутимый напорный запас и рабочее давление в системе отопления многоквартирного дома в зависимости от высотности составляет:
- 5 бар для старых пятиэтажных домов;
- 6 — 7 бар для девятиэтажек;
- 10 бар для высотных жилых зданий до 16 этажей.

Рис. 5 Схемы разводки теплообменных радиаторов в многоэтажках
Как уменьшить и повысить давление
Установка манометра в систему отопления замкнутого типа позволяет контролировать по показаниям прибора ее состояние, в процессе эксплуатации возникают следующие неполадки:
1. Давление выше нормы, может быть вызвано нижеперечисленными причинами:
- Чрезмерное повышение температуры теплоносителя, в результате чего он расширяется и оказывает повышенное кинетическое (физическое) воздействие на контур.
- Забивание проходных каналов трубопровода, оборудования или их ошибочное перекрытие, при этом электронасос работает на условно закрытый вентиль, нагнетая избыточное давление в подающем трубопроводе.
- Включение циркуляционного насоса на максимальную скорость, если система не рассчитывалась на функционирование в таком режиме, или поломка насоса, приводящая к максимальным оборотам.
- Протечка крана, если наполнение отопительного контура водой производится из водопроводной магистрали.
- Завоздушивание теплообменных приборов, котла или трубопровода с образованием воздушной пробки на одном из его участков.

Рис. 6 Современный тепловой пункт многоэтажного дома – внешний вид
2. Низкое давление возникает по следующим причинам:
- Утечки в трубопроводе, сантехнической арматуре и котловом оборудовании.
- Повреждение эластичной мембраны компенсационного бачка или стравливание из него воздуха в результате нарушения герметичности ниппеля.
- Развоздушивание системы, в результате чего ее рабочий объем увеличивается, и количества теплоносителя оказывается недостаточно для ее функционирования с необходимыми рабочими параметрами.
- Поломка циркуляционного насоса или его функционирование на слишком низкой скорости.
- Недостаточно высокая температура теплового носителя.
Из вышеизложенного ясно, как создать давление в системе отопления с рабочими параметрами — для этого требуется лишь устранить неисправности, приводящие к его отклонению от номинальных показателей.

Рис. 7 Обвязка твердотопливного отопительного котла марки Траян
Рекомендации по монтажу
Чтобы провести все ремонтные или наладочные процедуры, система отопления под давлением должна быть правильно собрана, основные условия грамотного монтажа:
- Обязательное присутствие над котлом арматурных устройств группы безопасности, состоящей из манометра, автоматического воздухоотводчика и спускного клапана. Указанные приборы требуются для настройки, развоздушивания и зашиты котла от избыточного давления.
- Наличие на всех радиаторных теплообменниках кранов Маевского, предназначенных для их развоздушивания, и терморегуляторов.
- Присутствие воздухоотводчика в высшей точке контура.
- Наличие байпаса в параллельной ветви с электронасосом, позволяющее производить его снятие с целью ремонта и проведения профилактических работ без слива теплоносителя.
- Установка циркуляционного электронасоса желательно с тремя скоростями — это позволяет оптимально отрегулировать нужную скорость движения теплового носителя.
- Также необходимы присутствие фильтров грубой очистки и периодические промывка контура. Это позволяет продлить срок службы всех узлов системы и позволит избежать многих неприятностей, связанных с забиванием каналов и фитингов сантехнической арматуры солевыми отложениями и прочей грязью.

Рис. 8 Группа безопасности котлового оборудования – пример монтажа и внешний вид
Поддерживать номинальное давление в системе отопления закрытого типа — одно из важных условий ее нормального функционирования, для контроля за показаниями в контуре имеется манометр. Любые отклонения от номинальных значений за пределы рабочего диапазона означают какие-либо неисправности, для их устранения существует ряд методов, как поднять давление в системе отопления или наоборот, снизить его показатели.




