Сборка душевой кабины.

Душевые кабины – многофункциональные сантехнические конструкции для водных процедур. Подразделяются на ширмы и моноблочные модели. Последние состоят из поддона, крыши, стенок, душевой панели и входной дверцы. Сборка душевой кабины начинается с выбора расходных материалов и инструментов. Для монтажа элементов используют:
разводной ключ, либо набор гаечных ключей с габаритами от 12 до 24 мм
крестовую отвертку или шуруповерт с крестовой битой
сверла от 2 до 4 мм
пистолет для силиконового герметика
набор небольших отверток для установки смесителя и сантехнической оснастки
антибактериальный прозрачный силикон
2 шланга длиной 1.5 метра
сантехнический канализационный переходник диаметром 32/50
Мастеру могут потребоваться плиточный клей, цементный раствор, кирпичи или пеноблоки, а также пила, лоток и мастерок.
На подготовительном этапе специалист выбирает местоположение конструкции и проводит разметку. Для этого поддон устанавливают на пол и отмечают его контуры карандашом. Параллельно определяется расположение гидравлических и электрических разводок, обеспечивается подход холодной и горячей воды, канализация.
1. Типы поддонов и их монтаж

Производители выпускают чаши различной глубины из полимера, эмалированного чугуна, штампованной стали, а также акрила, кварила и полимерных композитов. Наибольшей популярностью пользуются акриловые и полимерные модели. По форме они подразделяются на прямоугольные, пятигранные и сегментарные на ½ и ¾ круга (угловые). Технология сборки поддона душевой кабины зависит от его комплектации. Высокие модели устанавливают на регулируемые ножки, низкие – на кирпичные или бетонные подиумы.
Установка на опоры
Чаши высотой от 18 см монтируют на металлический каркас. Такая конструкция состоит из поддона, фартука (фальшборта), каркасных стержней, а также шпилек, декоративных ножек и метизов.
Мастер снимает с поддона защитную пленку и выкладывает его на большой лист картона кверху дном. Подстилка защитит корпус от истирания, сколов и царапин.
Металлическую раму устанавливают на чашу таким образом, чтобы отверстия конструкций совпадали между собой.
Шпильки используют для регулировки установочного перекоса. На них накручивают по 1 гайке и по 1 шайбе. Заготовленные детали вставляют в крепежные отверстия чаши.
На шпильки надевают раму и дополнительный комплект гаек. Металлическая конструкция должна прилегать к днищу поддона.
Верхние гайки подтягивают таким образом, чтобы между рамой и корпусом не осталось зазоров. Нижние гайки затягивают для укрепления шпилек.
С помощью шурупов раму крепят на выпуклости с закладными.
На концы шпилек надевают декоративные ножки.
Конструкцию переворачивают и регулируют положение распорок с помощью строительного уровня и разводного ключа.
Для крепления фальшборта используют кронштейны Г-образной формы. Их устанавливают шпильки, а сам фартук монтируют после подключения канализационной трубки.
Во время работ мастеру необходима оригинальная инструкция по сборке поддона душевой кабины. Она поможет учесть все технические характеристики устройства.
Установка на основание

Прочный подиум позволяет увеличить расстояние от сливного отверстия до канализационного патрубка на 7 см, а угол наклона – до 5 градусов. Это помогает воде уверенно сходить вниз, не скапливаясь в чаше.
Для заливки подиума по отмеченному контуру выставляют опалубку из ДСП или гипсокартона высотой 10-15 см. Внутрь монтируют дополнительную опалубку для коммуникаций. Конструкцию выравнивают с помощью строительного уровня и заполняют бетонной смесью. По истечении 18 часов опалубки снимают, а поверхность зачищают от неровностей.
Кирпичи выкладывают в 2 ряда по контуру будущей душевой кабины. Для скрепления элементов используют цементный раствор.
Пеноблоки нарезают на небольшие подставки. Их смазывают плиточным клеем и устанавливают по контуру поддона.
Некоторые производители указывают технические требования к поддонам в инструкции по сборке душевой кабины.
Популярные душевые кабины:

Душевая кабина Maroni Corsica WBLAL-027S 444507 120х85 см стекло прозрачное

Душевая кабина Maroni Firenze WLD-035Р 445259 120х90 см стекло с узором

Душевая кабина Am.Pm Sense New W75C-301-090BT 90х90 см стекло прозрачное

Душевая кабина Niagara Eco NG-7510-14L BLACK 120x80x215 левая стекло мозаика

Душевая кабина Niagara Eco NG-4301-08BK 90x90x200 стекло матовое

Душевая кабина Niagara Eco NG-4303-08 80x80x215 стекло матовое

Душевая кабина Niagara Eco NG-8308-14 90x90x210 стекло матовое

Душевая кабина Niagara Eco NG-5301-14 90x90x210 стекло матовое
2. Монтаж сифона

Сифон создает гидравлический затвор и препятствует проникновению канализационных запахов в помещение. При сборке душевой кабины своими руками мастера используют:
модели без отстойника – для низких и плоских ванн
с отстойником – для высоких чаш
полуавтоматы – для душевых боксов
универсальные – для любых устройств
В базовую комплектацию сифона входят нижний излив с надетой гайкой, корпус выпуска, торцевая и коническая прокладки, а также гайка, прокладка-бабочка, нержавеющая чаша и нержавеющий винт с гайкой.
Специалист устанавливает поддон на полу и отмечает местоположение сифона карандашом. Саму деталь собирают на поддоне. Процедура включает несколько этапов.
Коническую прокладку надевают на нижнюю часть излива и закрепляют гайкой
В корпус выпуска устанавливают прокладку бабочку толстой частью вниз
Сверху устанавливают нержавеющую чашку и закрепляют ее с помощью винта с гайкой
В верхнюю часть излива ставят торцевую прокладку и монтируют выпуск
Во время работ все стыки обрабатывают большим количеством герметика. Конструкцию переворачивают и монтируют на подготовленное место.
3. Сборка каркаса и стенок

Каркас изготавливают из алюминия, либо сверхпрочного пластика. Конструкция состоит из вертикальных профилей и горизонтальных ригелей. Их используют для сборки передней части кабины.
Дуги крепят к профилям на саморезы таким образом, чтобы получилось рама. Верхние профили помечены стикером UP, нижние – наклейкой DOWN
На шторки (стеклянные, либо пластиковые панели) устанавливают F-образные профили и защелкивают их плавники внутрь кабины
На ригели выставляют ограничители для роликов и фиксируют их с помощью саморезов
Готовую конструкцию возводят на поддон
На нижний, внешний и верхний края задних стенок крепятся П-образные уплотнители
Стенки устанавливают на поддон и с помощью пластиковых уголков соединяют с вертикальными профилями
На центральной панели (при наличии) устанавливают форсунки гидромассажа. Готовую деталь выставляют между задними стенками и фиксируют с помощью саморезов, вертикальных профилей и пластиковых уголков.
Гидромассажные боксы заводской готовности отличаются повышенной герметичностью. При пошаговой сборке душевой кабины важно использовать гидроизоляционные прокладки и силиконовые пасты. Они минимизируют риски протечки, а также увеличивают сроки эксплуатации устройства.
4. Установка дверей

Дверцы для душа бывают распашными, сдвижными, откатными и поворотными. Их изготавливают из пластика или ударопрочного стекла. Технология установки откатных дверей включает несколько этапов.
Мастер надевает на дверцы силиконовые профили с магнитными защелками
На полотно устанавливают ручки и верхние ролики
Дверцу навешивают на верхнюю направляющую дугу
К детали крепят нижние ролики и устанавливают в нижний направляющий профиль
Для лучшего скольжения дверей профили необходимо смазывать.
На этом сборка угловой душевой кабины заканчивается, и мастер может переходить к креплению оснастки: смесителей, лейки, гидравлических форсунок, а также парогенераторов и подсветки. С тыльной стороны размещаются разводки с узлами подключения к коммуникациям.
5. Сборка купола

На крышке душевой кабины расположены динамики, вытяжка, подсветка, тропический душ и другие комплектующие.
Мастер снимает с купола защитную пленку и выкладывает его на картон.
В отверстие для лампы устанавливают светильник с помощью стальных распорок.
Контур динамика обрабатывают герметиком. На колонки надевают сеточки и устанавливают в подходящие разъемы. Для крепления использую саморезы и небольшую отвертку.
Кулер также оснащают защитной сеточкой и монтируют в отверстие купола.
Вентилятор для тропического душа выставляют на гайку. Специалисты советуют не закручивать метизы слишком плотно, чтобы сохранить подвижность детали.
Готовый купол устанавливают на кабину и крепят с помощью профилей и саморезов.
Блок управления монтируют к душевой кабине с помощью прижимного кронштейна. Для повышения прочности крепежа отверстия покрывают силиконом.
На заключительном этапе мастер накручивает нижнюю часть трубчатого насоса на сливную трубу. С фальшборта снимают защитную пленку и монтируют его на шурупы по внешнему периметру поддона. Стыки чаши со стенами обезжиривают и заполняют герметиком. Душевую кабину подключают к холодной и горячей воде, а также сети электропитания.
При покупке недорогой или поддержанной модели владельцы с легкостью соберут душевую кабину самостоятельно. Однако для установки премиальных устройств лучше воспользоваться услугами специалистов. Мастер не только смонтирует и настроит конструкцию, но также предоставит гарантию на выполненные работы.
Сборка душевой кабины: как провести монтаж своими руками, фото и видео инструкция
 Выполняя ремонт, многие отдают предпочтение душевым кабинам и боксам, вместо традиционных ванн. Сборка душевой кабины своими руками – не сложное занятие, если знать последовательность действий (для этого подойдет наша видео инструкция) и иметь необходимые инструменты.
Выполняя ремонт, многие отдают предпочтение душевым кабинам и боксам, вместо традиционных ванн. Сборка душевой кабины своими руками – не сложное занятие, если знать последовательность действий (для этого подойдет наша видео инструкция) и иметь необходимые инструменты.
Выбор душевой кабины
Выбор душевой кабины зависит, в первую очередь, от эстетических ожиданий и бюджета владельца квартиры.
 Типы душевых кабин
Типы душевых кабин
Условно душевые кабины можно поделить на три типа:
- простые душевые уголки. Это обычные кабинки, которые в большинстве своем не имеют крыши, а роль боковых стенок выполняют стены ванной комнаты. Они выполняют только функции душа и не требуют особых навыков для выполнения монтажа;
- простые душевые кабинки. Более дорогие по стоимости, они имеют 4 стенки и крышу. Обычно оборудованы несколькими форсунками, напор воды из которых можно регулировать, а так же имеют функцию гидромассажа;
- многофункциональные душевые кабины и боксы. Это кабинки с богатым техническим оснащением – душ шарко, генерация пара, турецкая баня, функция «тропический дождь» и т.д. Часто такие модели оснащаются разнообразными подсветками, радио. Из-за обилия функций они довольно сложны в монтаже и требуют наличия определенных навыков.
- Помимо этого, кабинки различаются материалом изготовления поддонов (акрил, пластик, сталь, чугун), материалом изготовления дверок (ударопрочное стекло, пластик), типом открывания (распашные, раздвижные, двустворчатые, складывающиеся). Размер и форму кабины следует выбирать исходя из площади ванной комнаты.
Подготовка к установке кабины
После того, как кабина выбрана и доставлена, возникает вопрос – как подключить душевую кабину? Обязательно ли приглашать специалиста, или можно справиться с этой работой самостоятельно? Если имеется схема сборки и минимальный набор знаний, то вполне можно обойтись своими силами.
 Схема: устройство душевой кабины
Схема: устройство душевой кабины
Конструктивно душевая кабина состоит из четырех основных элементов:
- поддон на регулируемых по высоте ножках,
- крыша,
- двери с роликовым механизмом,
- стенка и боковые панели.
В комплект поставки входит пошаговая схема по сборке на русском языке. Ее наличие необходимо проверить еще на этапе доставки. Прежде чем начать монтаж душевой кабины своими руками, необходимо проверить наличие всех составных частей в соответствии с инструкцией и освободить их от упаковочной пленки.
Заранее необходимо подготовить все инструменты и материалы, которые потребуются в процессе монтажа. Сюда входят:
- инструменты – ключи, отвертки, шуруповерт , дрель, уровень, рулетка, резьбонарезной клупп;
- расходники – герметик, герметизирующая и изоляционная ленты для душевой кабины;
- канализационная арматура – сифон, фитинги , шланги и трубы.
 Что понадобится для монтажа душевой кабины своими руками
Что понадобится для монтажа душевой кабины своими руками
Если кабину необходимо подключать к электропитанию, то дополнительно может потребоваться электроинструмент и электрическая арматура.
Важно! Бюджетные модели душевых кабин собрать и подключить к канализации самостоятельно не сложно. Если кабина предусматривает наличие многих функций, лучше доверить ее сборку специалисту, так как нарушение правил установки влечет к прекращению гарантийного обслуживания.
Этапы установки кабины
Сборка душевой кабины производится поэтапно:
- установка основания кабины с подводом канализации;
- монтаж стенок, дверей и крыши кабины;
- подключение водопровода и электрики;
- проверка герметичности и пробный запуск.
 Прежде чем приступить к сборке душевой кабины, внимательно изучите инструкцию
Прежде чем приступить к сборке душевой кабины, внимательно изучите инструкцию
Выполняя сборку на начальном этапе, не следует до конца затягивать крепежные элементы. Рекомендуется сначала произвести предварительную сборку, убедиться, что все элементы на своих местах и верно соединены, и только затем затянуть крепеж до упора.
Выбор герметика
Герметик – достаточно важный расходник, используемый при монтаже душевой кабины. От его качества будет зависеть дальнейшая ее эксплуатация. Выделяют два основных типа герметиков, используемых при монтаже:
- акриловый. Более доступный по стоимости, он достаточно стойко выдерживает перепады температур и влажность. Но от постоянного взаимодействия с водой может потерять свои свойства, поэтому использовать его необходимо с осторожностью;
- силиконовый. Это самый распространенный тип. Стоимость немного выше акрилового, но, при этом, он тщательно заполняет все пазы и стыки и предотвращает возникновение плесени. При выборе силиконового герметика необходимо обращать внимание на состав – в нем не должно быть примесей смол. Выбор лучше делать в пользу более дорогих герметиков.
 Силиконовый герметик для монтажа душевой кабины
Силиконовый герметик для монтажа душевой кабины
Монтаж поддона кабины
Монтаж поддона производится одновременно с монтажом слива. Этому этапу необходимо уделить особое внимание, так как нарушение целостности конструкции может повлечь за собой плохой слив и затопление.
Установка поддона осуществляется в следующей последовательности:
- к поддону крепятся ножки и он устанавливается на горизонтальную поверхность. С помощью уровня вычисляется необходимое положение, ножки подкручиваются до необходимой высоты и фиксируются;
 Крепление ножек на поддон душевой кабины
Крепление ножек на поддон душевой кабины
- подключение к поддону сифона. Для соединения желательно использовать жесткую трубу, а не гофру, так как со временем труба может провиснуть и засориться;
- сифон соединяется с канализацией.
Устанавливать поддон необходимо как можно ближе к сливу канализации. Если это невозможно, то может понадобиться использование сточного насоса с магнитным клапаном .
Важно! Для соединения деталей душевой кабины и канализации используйте герметик, так как уплотнители хотя и обеспечивают надежное соединение, но со временем оно может ослабнуть.
Монтаж стенок кабины
Монтаж стенок душевой кабины так же необходимо осуществлять, соблюдая следующий порядок:
- направляющие конструкции, в которые впоследствии будут вставлены стекла, аккуратно промазываются прозрачным герметиком;
- устанавливаются стекла и прижимаются специальными лапками, на них крепится уплотнитель;
- по краю поддона наносится силикон;
- боковые панели крепятся к поддону.
При попадании на стекло герметика, необходимо сразу же его удалить, после засыхания удаление без следов будет довольно сложным.
 Установка стенок душевой кабины
Установка стенок душевой кабины
Собранную конструкцию необходимо оставить на некоторое время, до полного высыхания герметика и силикона. Обычно это занимает до двух дней.
Монтаж крыши и дверей кабины
До закрепления крыши душевой кабины в нее монтируются лейка, вентилятор и освещение. Так же конструкция может предусматривать наличие динамика, он так же монтируется заранее. Все детали крепятся на саморезы и герметик, что исключит протекание.
 Установка дверей душевой кабины своими руками
Установка дверей душевой кабины своими руками
После того, как крыша собрана, она закрепляется при помощи винтов и герметика.
Двери душевой кабинки могут монтироваться до или после закрепления крыши, это зависит от ее конструкции. Сдвижные двери закрепляются на специальные ролики на раме. Обычно это 8 роликов (по 4 сверху и снизу). После того, как двери установлены, можно приступить к установке ручек и монтажу фурнитуры. Устанавливаются все полочки и держатели.
Подключение кабины к электропитанию
Установка душевой кабины своими руками не всегда предусматривает подключение электропитания. Этого могут потребовать модели, оснащенные гидромассажем или парогенератором.
 Душевая кабина, подключенная к электросети
Душевая кабина, подключенная к электросети
Подключение необходимо проводить с помощью медного кабеля с сечением 2 кв.мм. Если кабина потребляет более 5 кВт в час, то дополнительно потребуется установка отдельного автомата.
Подключение кабины к водоснабжению
Когда сборка душевой кабины почти закончена, необходимо произвести подключение ее к водоснабжению.
Для этого потребуются шланги и металлопластиковые трубы. Порядок монтажа:
- в первую очередь готовятся все материалы, обрезаются трубы и подбираются фитинги , краны;
- перекрывается водопровод в ванной комнате, подключаются краны для подачи воды в кабину;
- краны соединяются с душевой кабиной заранее подготовленными трубами;
- подается вода для проверки герметичности.
 Схема: подключение душевой кабины к водоснабжению
Схема: подключение душевой кабины к водоснабжению
Гидромассажные форсунки часто забиваются известковым налетом. Для более длительной и бесперебойной эксплуатации душевой кабинки желательно использовать фильтры, которые будут очищать воду до поступления ее в форсунки.
Если кабина будет устанавливаться на верхних этажах многоэтажных домов, то для обеспечения ее функций (например, гидромассажа), может не хватать напора воды. Тогда потребуется насос и резервуар для подачи воды. Но, это скорее исключение из правил – обычно напора воды для работы душевой кабины вполне достаточно.
Первый запуск душевой кабины
Когда установка душевой кабины своими руками подошла к концу, остается только произвести первый запуск и проверить ее работоспособность.
Перед запуском необходимо еще раз проверить надежность крепления всех гаек, герметичность отверстий и стыков. Поддон лучше проверить под тяжестью собственного веса – потоптаться в нем. Он не должен издавать никаких звуков и шататься.
 Перед включением кабины еще раз тщательно проверьте герметичность всех соединений
Перед включением кабины еще раз тщательно проверьте герметичность всех соединений
После визуальной проверки можно включить подачу воды. Кабинку с включенной водой лучше оставить на 10-15 минут, чтобы убедиться в ее герметичности. При обнаружении даже минимальных подтеков, их необходимо обязательно устранить.
Соблюдая порядок действий, описанный в статье, подключение кабины можно произвести в минимальные сроки и без финансовых затрат.
Как собрать и установить душевую кабину своими руками: видео
Установка душевой кабины
Чтобы начать, уточните пожелания к сантехнику
Средняя стоимость
Больше восьми миллионов человек решили свои задачи с помощью Профи. Мы знаем реальные цены, по которым работают специалисты, и делимся ими с вами.
Установка душевого поддона
Установка душевого уголка
Установка душевой кабины с гидромассажем
Установка душевой панели
Установка сливного трапа
Установка дверей душевой кабины
Установка душевой кабины с парогенератором
Замена душевых кабин
Установка душевой кабины Еcostyle 309 l
Установка душевого трапа
Монтаж душевого бокса
Ремонт трещины поддона душевой кабины
Демонтаж ванны и установка душевой кабины
Установка душевого ограждения без поддона
Установка душевой кабины с гидромассажем
Установка дверок душевой кабины
Установка душевой кабины с парогенератором
Установка душевой кабины срочно
Установка душевой кабины круглосуточно
Установка душевой кабины с выездом на дом
Примеры работ мастеров по установке душевой кабины

Установка душевой кабины — отзывы
374 отзыва оставили клиенты за последние 12 месяцев. Из них 351 — положительные.

Ирина оставилa отзыв
Сантехника, Подвод к водопроводной сети, Установка душевой кабины, Установка унитаза

4,90 · 150 отзывов
Елена оставилa отзыв
Установка душевой кабины

4,98 · 180 отзывов
Эльдар оставил отзыв
Установка душевой кабины

4,95 · 76 отзывов · Очень хвалят
Екатерина оставилa отзыв
Подвод к водопроводной сети, Установка душевой кабины

Павел оставил отзыв
Установка душевой кабины

Михаил оставил отзыв
Подвод к водопроводной сети, Установка душевой кабины

4,91 · 229 отзывов · Очень хвалят
Александр оставил отзыв
Установка душевой кабины

4,92 · 38 отзывов
Вячеслав оставил отзыв
Установка душевой кабины

4,94 · 902 отзыва
Саша оставилa отзыв
Установка душевой кабины
Заработайте на том,
что делаете лучше всех
Услуги, востребованные клиентами в этом году
Цены: от 3500 до 7800 ₽ / усл.
Цены: от 600 до 3000 ₽ / усл.
Цены: от 3500 до 7800 ₽ / усл.
Цены: от 3500 до 7800 ₽ / усл.
Цены: от 3500 до 7800 ₽ / усл.
Цены: от 1200 до 3000 ₽ / усл.
Цены: от 4500 до 9000 ₽ / шт.
Цены: от 700 до 4000 ₽ / шт.
Цены: от 5000 до 10 000 ₽ / шт.
Цены: от 3500 до 7800 ₽ / шт.
Цены: от 3500 до 7800 ₽ / шт.
Цены: от 3500 до 7800 ₽ / шт.
Смотрите также


Цены: от 1000 до 7000 ₽ / усл.

Цены: от 1500 до 3000 ₽ / шт.
Цены: от 1000 до 2500 ₽ / шт.

Цены: от 1000 до 6000 ₽ / усл.
Цены: от 700 до 1500 ₽ / шт.

Цены: от 1500 до 10 000 ₽ / усл.
- Установка душевых кабин — 23074 мастера на Профи
- 375 отзывов о специалистах по ремонту
- Установка душевых кабин в Москве от 4000 рублей/шт.
Установка душевой кабины – это сложное и хлопотное дело, которое должен выполнять человек, обладающий специальными знаниями. Самостоятельный монтаж этой сантехнической конструкции возможен только в том случае, если ее владелец разбирается в тонкостях всех процессов, подведении необходимых коммуникаций с последующим подключением агрегата к электричеству, воде и канализации. Но зачем рисковать собственным здоровьем и тратить драгоценное время, если можно воспользоваться услугами мастеров нашего сайта. Квалифицированные специалисты в Москве выедут на дом в любом районе города, и также в пригородной зоне, и установят душевой бокс в самые кратчайшие сроки без ущерба качеству.
Различают несколько видов кабин: эконом-класса, средние и премиум. От этого напрямую зависит сложность работ по монтированию и введению в эксплуатацию данного устройства. Первый этап – сборка поддона и задней стенки. Потом идет верхняя крышка, если она есть в комплекте (закрытый тип). Ювелирная часть – подгон и регулировка дверей. Но настоящий профессионал справится с любой моделью за пару часов. Обращайтесь – мы будем рады вам помочь!
Изготовление сварочного инвертора из доступных деталей своими руками
При наличии свободного времени, нехитрого инструмента и простых материалов, можно изготовить сварочный инвертор своими руками, даже не являясь специалистом в электротехнике и электронике. Главное – на всех этапах изготовления строго соблюдать технологию монтажа, выяснить принцип работы прибора. КПД и параметры самоделки будут примерно соответствовать функциональным показателям изготавливаемых на заводах инверторов, что сохранит деньги в семейном бюджете.
Характеристики и материалы
 Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
- напряжение – 220 В;
- сила входного тока на 32 А;
- сила выходного тока на 250 А.
Для сооружения инверторного сварочного аппарата своими руками подготавливаются следующие материалы:
- крепеж;
- металл листовой;
- термобумага (подходит кассовая лента);
- радиодетали для формирования электросхем;
- медные полоски либо провода;
- текстолит;
- слюда;
- стекловолоконная ткань.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Что необходимо для сборки
Схема сварочника с указанными выше параметрами состоит из трех функциональных узлов:
- блока питания;
- драйверов для силовых ключей;
- силового блока.
Перед началом сборки самодельного сварочного инвертора из доступных деталей своими руками подготавливается инструмент:
- отвертки различных размеров и форм;
- паяльник;
- острый нож;
- полотно для резки металла.
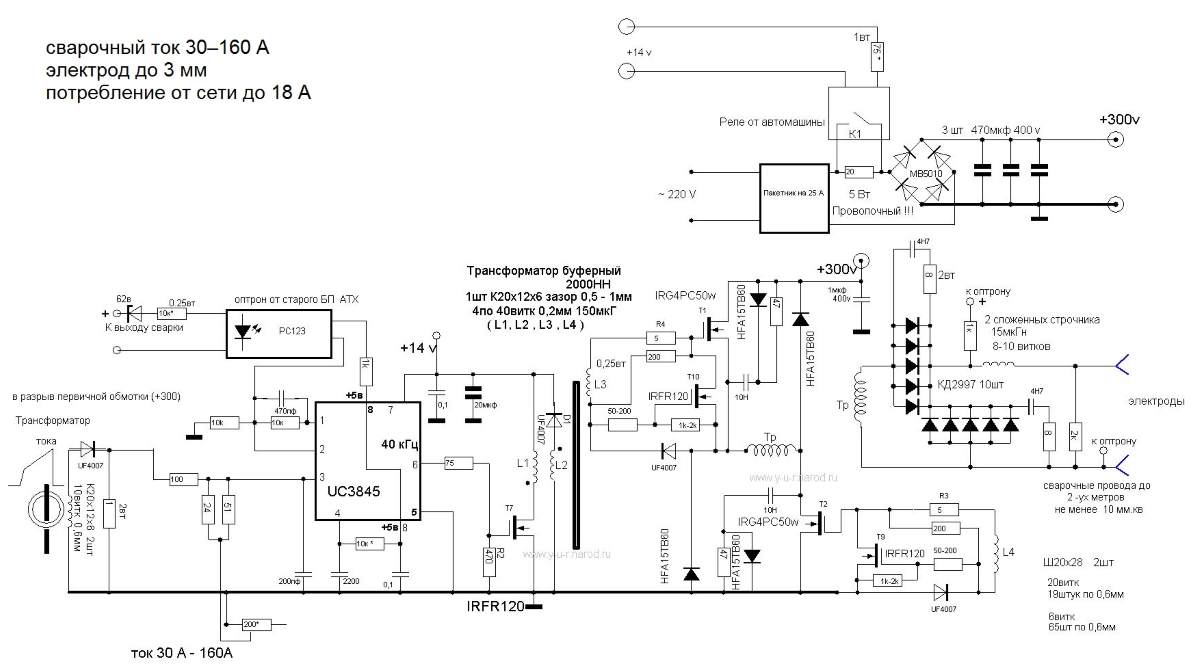
Схемы
Для сооружения инвертора принимается одна из следующих схем.
Схемы аналогичны, сборка инвертора на их основе не вызовет затруднений.
Список радиоэлементов
Чтобы собрать самодельный инверторный сварочный аппарат из доступных деталей заранее приобретаются следующие радиоэлементы:
- регуляторы линейные LM78L15 – 2 шт.;
- преобразователь AC/DC TOP224Y – 1 шт.;
- ИС источника опорного напряжения TL431 – 1 шт.;
- диоды выпрямительные BYV26C – 1 шт., HER307 – 2 шт., 1N4148 – 2 шт., 1N4007 – 3 шт., VS-HFA30PA60CPBF – 2 шт., VS-150EBU02 – 4шт., VS-HFA25PВ60PBF – 2 шт.;
- диоды защитные P6KE200A – 1 шт.;
- оптопары РС817 – 1 шт., HCPL-3120 – 2 шт.;
- электролитические конденсаторы;
- мосты диодные КВРС3510 – 3 шт., 600 В 2 А – 1 шт.;
- резисторы 47 кОм, 200 Ом, 10 кОм, 6,2 Ом (по 1 шт.), 300 Ом 5 Вт, 33 кОм (по 2 шт.), 510 Ом – 2 шт., 13 кОм – 1 шт., 150 Ом – 1 шт., 1 Ом 1 Вт – 1 шт., 2 МОм – 1 шт., 1,5 кОм – 3 шт., 250 Ом 40 Вт – 1 шт., 1 кОм – 4 шт., 10 Ом – 2 шт., 300 Ом 20 Вт – 2шт., 2,2 кОм – 1 шт., 50 Ом 5Вт – 2 шт., 5 Ом – 8 шт., 1,5 Ом – 2 шт.;
- ШИМ-контроллер UC 3845 – 1 шт.;
- MOSFET-транзистор IRF120 – 1 шт., IRF5305 – 8 шт.;
- диоды Шоттки: MBR20100CT – 1 шт., 1N5819 – 4 шт.;
- резисторы подстроечные 2,2 кОм – 1 шт., 10 кОм – 1 шт.;
- конденсаторы 0,1 мкФ – 6 шт, 1 нФ 1000 В – 1шт., 510 пФ – 2 шт., 22 нФ – 1 шт., 4,7 нФ – 1 шт., 2,2 нФ – 1 шт., 6,8 нФ – 4 шт.;
- конденсаторы электролитические 10 мкФ 450 В – 2 шт., 100 мкФ 100 В – 2 шт., 470 мкФ 400 В – 6 шт., 50 мкФ 25 В – 1 шт., 1000 мкФ 25 В – 1 шт., 10 мкФ – 4 шт., 22 мкФ – 1 шт., 200 мкФ – 2 шт. 3000 мкФ 400 В – 4 шт., 47 мкФ 25 В – 2 шт.;
- катушка индуктивности; 35 мкГн – 1 шт.;
- терморезисторы 10 Ом – 1 шт.;
- IGBT-транзисторы IRG4PC50W – 6 шт.;
- реле 12 В 40 А – 1 шт., РЭС-49 – 1 шт.;
- стабилитроны 1 N4007 – 3 шт., 1N4744А – 12 шт.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
[stextbox применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.[/stextbox]
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Инверторный блок
Основная функция инвертора состоит в превращении постоянного тока, идущего от выпрямителя, в переменный с возрастанием его частоты. Для таких целей предназначены силовые транзисторы.
[stextbox Инверторный блок сварочника предпочтительнее создавать на базе нескольких транзисторов меньшего номинала, чем с использованием на самого простого одном мощном транзисторе. Это позволяет минимизировать уровень шума от устройства при производстве работ, сделать неизменной частоту тока.[/stextbox]
Собранные последовательно конденсаторы, являющиеся частью микросхемы, нужны для:
- снижения резонирующего эффекта трансформатора;
- минимизации потерь в транзисторном блоке, образующихся при отключении.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Корпус
При изготовлении корпуса, представляющего собой металлический кейс, следует учесть размеры трансформатора, приняв его объем примерно за 30% от всего внутреннего объема.
Кожух можно сделать из листового металла толщиной 0,5-1 мм. Для крепления частей можно использовать болтовое соединение или сварку. Для перемещения инвертора предусматриваются крепления для ремня или рукояток.
Корпус изготавливается разборным для быстрого доступа к закрытыми частям чтобы при необходимости их отремонтировать.
На передней стороне следует расположить:
- тумблер для изменения силы тока;
- кнопку ВКЛ/ВЫКЛ;
- световые индикаторы;
- входы для подсоединения сварочных и сетевых кабелей.
Подключение
Для включения в сеть требуется использование кабеля площадью сечения более 1,5 мм 2 . Не лишней видится и установка на входе предохранителя либо автомата на 25 А.
[stextbox Перед включением инвертор следует осмотреть на предмет наличия и исправности изоляции всех находящихся под напряжением частей от корпуса.[/stextbox]
Проверка работоспособности
Работоспособность инвертора рекомендуется проверять с помощью осциллографа. Нижняя петля напряжения должна располагаться в диапазоне 500-550 В, при соблюдении технологи сборки, уровень выходного напряжения находится в диапазоне 330-350 В.
По завершении пробной сварки с полным сгоранием электрода проверяется температура трансформатора и радиаторов. Если она в норме, то инвертор собран правильно и переделка или доработка не требуется.
Настройка
При подаче нагрузки на обмотку трансформатора должны выполняться такие условия:
- ступени перемены полярности не превышают 1,2 мкс;
- инвертор настраивается под нагрузкой для определения данных обо всех показателях;
- к выходам подключается сопротивление, равное примерно 0,14 Ом;
- для проверки поступления питания 12-25 В к вторичной обмотке подключается лампочка;
- при регулировке частоты должна изменяться яркость дуги.
Диагностика и подготовка к работе
Описание процедуры диагностики сварочника выглядит так:
- Подача 15 В на ШИМ совместно с включением одного конвектора позволяет не допустить перегрев и практически устранить шум.
- Для стабилизации напряжения включить реле, закорачивающее резистор после включения в электросеть.
- Убедиться в сработке реле, закорачивающего резистор спустя 3-5 секунд после подключения к ШИМ. По отработке реле удостовериться в присутствии на плате импульсного сигнала прямоугольного очертания.
- Подача 15 В на диодный мост для тестирования его нормальной работы. При работе в холостую сила тока не должна превышать 100 мА.
- Убедиться в правильности расположения фаз с применением осциллографа.
- При плавном повышении тока через резистор на нижнем ключе не должно быть более 500 В.
- К сварке следует приступать спустя 10 секунд или после нагрева радиаторов.
Обслуживание
При обслуживании инвертора необходимо периодически чистить внутренние элементы от грязи и пыли с помощью пылесоса или сухой ветоши, особенно если аппарату пришлось продолжительный период простоять без использования.
Необходимо постоянно следить за работоспособностью термодатчика. В случае поломки этот элемент ремонту не подлежит, а требует замены.
Периодически необходимо следить за качеством соединений и при необходимости исправлять. Определить неисправности можно как визуально, так и при помощи тестера.
[stextbox Евстигнеев, сварщик, стаж работы 20 лет:«С помощью собранного самостоятельно инвертора возможно не только проведение нехитрых работ, существенную роль играет и экономия на покупке «заводского» аппарата. Вы сможете работать с электродами 3-5 мм на дуге до 10 мм, чего вполне хватает для гаража или дома».[/stextbox]
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.

Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- нож;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
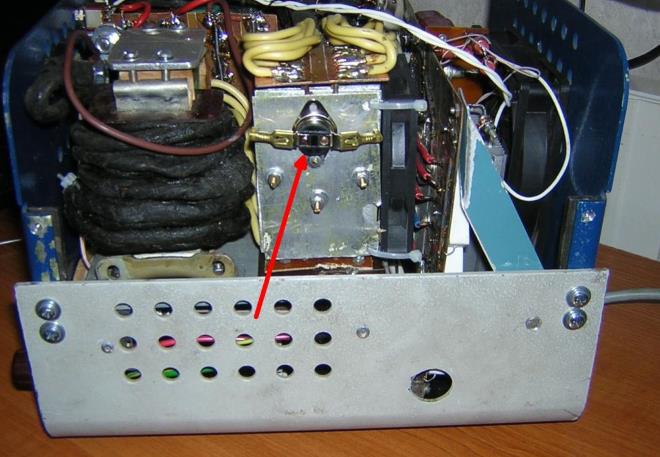
![]()
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
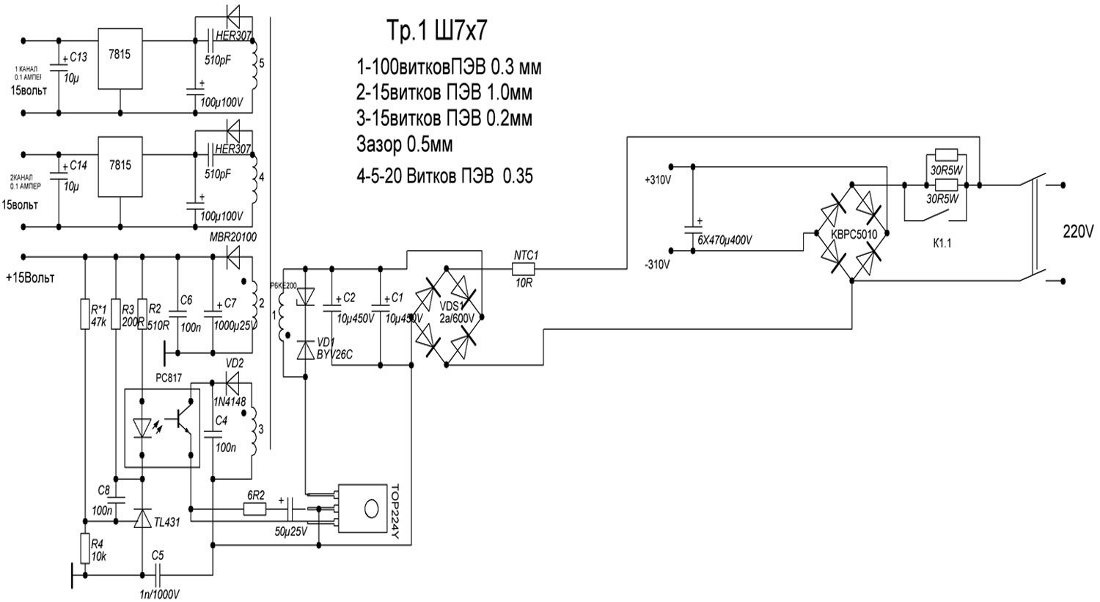
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
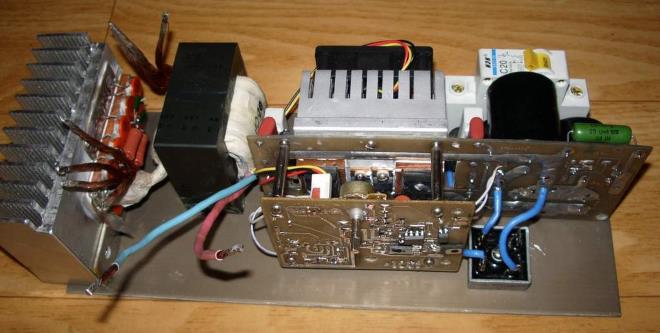
Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
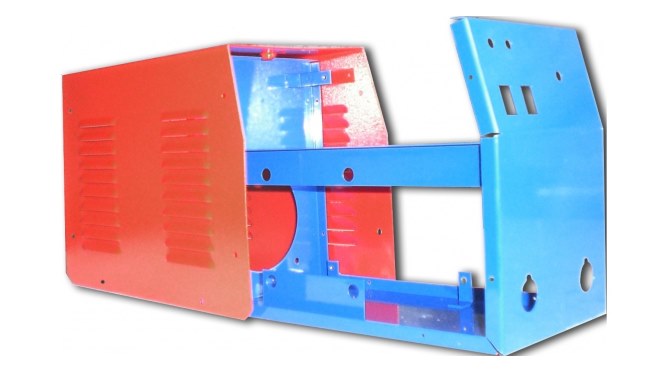
Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
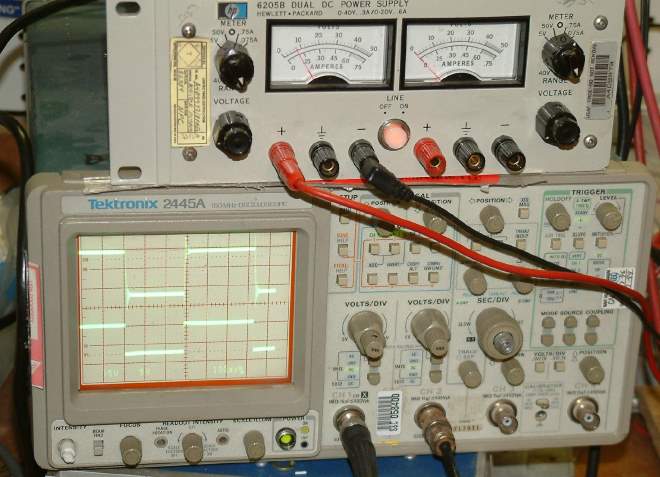
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Как сделать сварочный инвертор своими руками
Время чтения: 10 минут
Инверторная сварка — самая популярная из всех на данный момент. Казалось бы, еще 20 лет назад об инверторах и речи не шло. А сейчас простенький инверторный аппарат можно найти на даче у каждого второго дачника и в гараже у многих автомобилистов. Раньше сварочный аппарат был сложен в освоении и за сварку принимались только те, кто действительно хотел постичь все азы этого дела. Но времена изменились. Сейчас даже новичок может включить инвертор в розетку и начать сварку, посмотрев один-два обучающих ролика в интернете.

Не удивительно, что инверторные аппараты завоевали такую популярность. Производители во многом этому поспособствовали, выпустив в продажу бюджетные аппараты. Сейчас можно зайти в обычный строительный магазин и увидеть там инвертор ценой в 50$, а то и меньше. Ассортимент большой, и каждый может подобрать аппарат для своих целей.
Но что делать, если у вас нет средств на качественный инвертор, а покупать дешевого «китайца» вы не хотите? А может быть, вы просто любите изготавливать электроприборы и хотите собрать сварочный аппарат? Эта статья для вас. Мы расскажем, что такое инвертор, каково его устройство и принцип работы, стоит ли вообще собирать инвертор самому и, наконец, как сделать сварочный инвертор своими руками.
Общая информация
Сварочный инвертор (именно инвертор, а не инвентор, как путают многие сварщики) — это разновидность сварочного оборудования. Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Задача любого сварочного прибора — это легкая генерация сварочной дуги и поддержка ее стабильного горения. Инверторы отлично справляются с этой задачей, оставаясь простыми и понятными в эксплуатации. Аппараты инверторного типа завоевали свою популярность лишь в 21 веке, поскольку производители научились изготавливать недорогие модели для бытового применения. И на данный момент инвертор — это самый популярный тип сварочного оборудования в мире.

Чем же инвертор так понравился многим сварщикам? Дело в том, что в основе инвертора лежит силовой трансформатор нового поколения, который имеет существенной меньшие габариты и вес, чем трансформаторы из прошлого столетия. Благодаря такой особенности инженеры смогли создать самые маленькие сварочные аппараты весом не более 5 кг, которые при этом снабжены набором дополнительных функций (например, «горячий старт» или «форсаж дуги»).
Применение инверторных аппаратов позволяет варить даже новичку без опыта, поскольку встроенные функции упрощают сварочный процесс. При этом возможна плавная регулировка силы сварочного тока и детальная настройка режима сварки. Не удивительно, что инверторы стали настолько популярны и их даже начали собирать своими руками.
Устройство инвертора
Стандартный инвертор состоит из трех условных частей: силового трансформатора, блока электросхем на транзисторах и дросселя. Трансформатор необходим для понижения входящего напряжения электросети до необходимого значения. Блок электросхем — это «мозг» инвертора. А дроссель уменьшает пульсацию тока, выполняя стабилизирующую функцию.
Ниже вы можете видеть устройство типичного инвертора. Как видите, оно простое и понятное, так что вы сможете без проблем собрать похожую инверторную сварку своими руками. Откройте изображение в новой вкладке, чтобы приблизить его.

Также ниже схема сварочного инвертора. Можно использовать любую из двух представленных. В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.


Принцип работы
Сборка сварочного инвертора своими руками требует тщательной подготовки. Для этого недостаточно знать одно лишь устройство аппарата. Нужно понимать принцип его действия.
Принцип работы инвертора выглядит так. Сначала переменный ток частотой в 50 Гц поступает на выпрямитель прямо из вашей бытовой электросети. Проще говоря, из розетки. Пройдя через выпрямитель, ток сглаживается с помощью фильтра. На выходе мы получаем постоянный ток, который снова преобразовывается в переменный с помощью транзисторов.
Полученный переменный ток обладает слишком высокой частотой, поэтому аппарат понижает ее до необходимого значения, чтобы вы могли получить силу сварочного тока в среднем около 200 Ампер (в зависимости от модели аппарата и его технических характеристик).
Зная это, вы сможете сами собрать сварочный аппарат своими руками в домашних условиях, обладая базовыми знаниями в области электротехники.
Расходные материалы
В качестве расходных материалов самодельный аппарат будет использовать обычные плавящиеся электроды с защитным покрытием. Они бывают разных типов, марок и диаметров. Теме выбора сварочных электродов мы посвятили сразу несколько статей. Прочтите их, чтобы разбираться в теме и не ошибиться с выбором расходников.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.

Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самодельный инвертор
Сборка простого сварочного инвертора не будет для вас проблемой, поскольку необходимо обладать лишь базовыми знаниями в области электротехники и использовать простые детали. Посмотрите ниже видеоролик о том, как собрать самый простой сварочный инвертор своими руками, поместив всю «начинку» в компьютерный корпус.
Устройство аппарата очень простое. Инвертор состоит из силовой части, трансформатора и дросселя. Также есть полноценный блок питания. Аппарат оснащен плавной регулировкой силы сварочного тока и удобным выключателем. Также автор ролика добавил в корпусе несколько отверстий для лучшей циркуляции воздуха.
В ролике подробно рассказывается, какие детали были использованы и каков принцип работы этого аппарата. Детали можно без проблем найти на радиорынке или онлайн, и собрать простой самодельный аппарат в домашних условиях. А у многих умельцев та же ручка для сварочного инвертора или трансформатор для сварочного инвертора без труда находятся даже в собственном гараже.
Автор видео показывает полную работоспособность такого прибора и уверяет, что собранный им инвертор очень надежен и неприхотлив в хранении. Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе).
Вместо заключения
Вот и все, что вам нужно знать о сборке инвертора своими силами. В видеоролике показан довольно простой аппарат, который, тем не менее, способен годами работать, не доставляя никаких проблем с его эксплуатацией и обслуживанием. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций. Посмотрите на этот миниатюрный простой сварочный инвертор на одном транзисторе в ролике ниже. Вы можете собрать такой же 🙂
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
- Характеристики самодельного инвертора
- Материалы для его сборки
- Блок питания агрегата
- Силовой блок
- Инверторный блок
- Система охлаждения агрегата
- Сборка инвертора своими руками
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Итог
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





