Сварочный инвертор своими руками: схемы и порядок сборки
 Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
 Выходной ток нагрузки: от 5 до 120 А.
Выходной ток нагрузки: от 5 до 120 А.- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
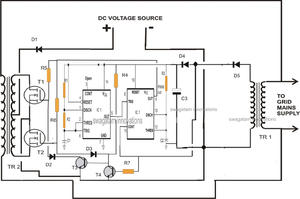
Схема оборудования
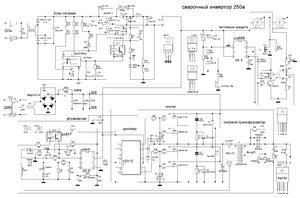
 Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
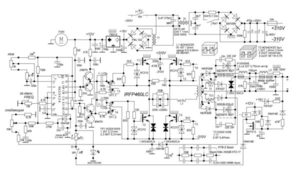
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
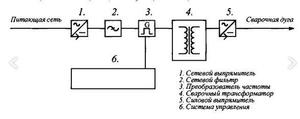
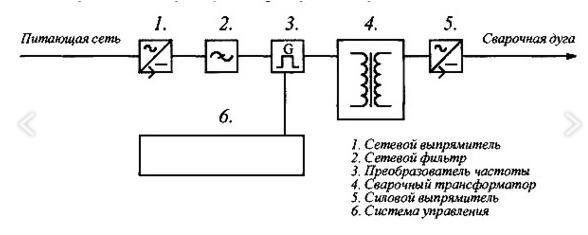
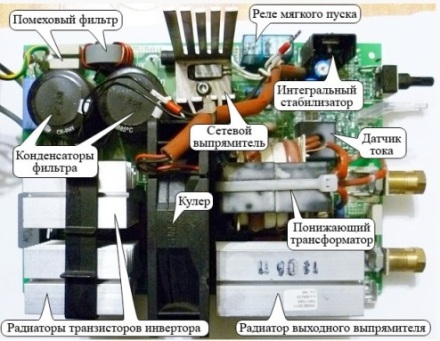
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
 Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
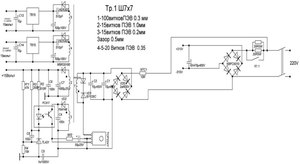
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
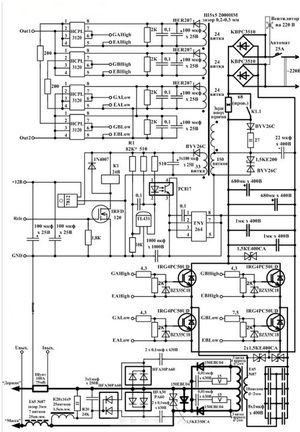
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
 Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
 Запитать прибор от сети.
Запитать прибор от сети.- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
 Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
 Подключение 15 В к ШИМ.
Подключение 15 В к ШИМ.- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Пошаговая сборка инверторной сварки
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
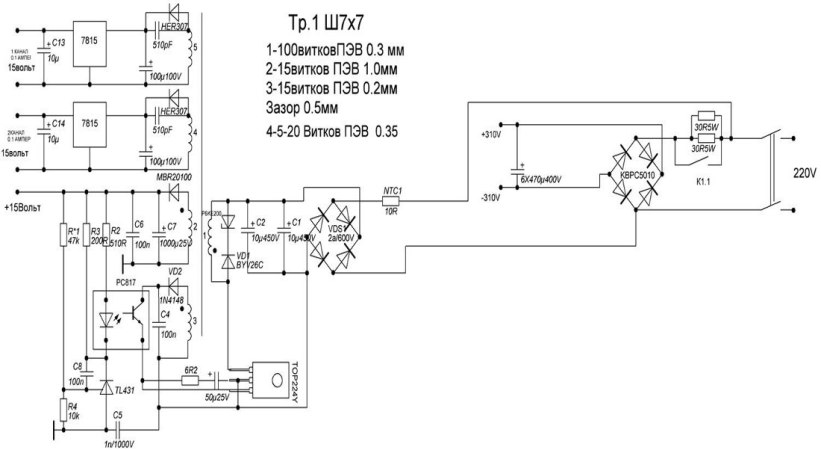
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
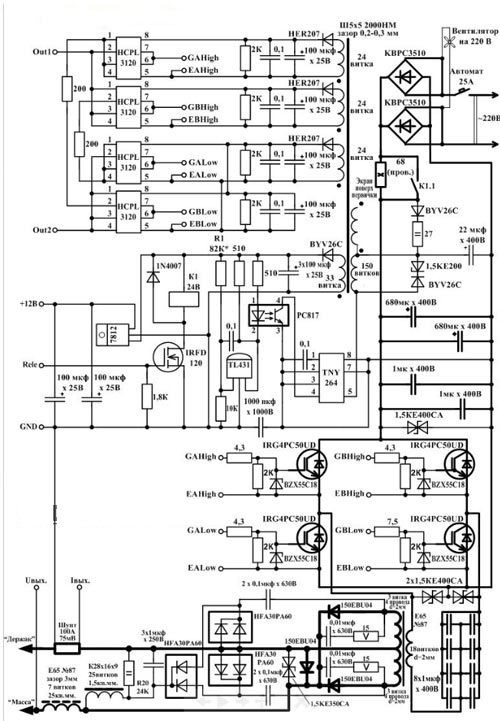
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы – в нашем свежем материале.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.

Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.

После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.

Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья – Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.

При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?

Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.

Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.

Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.

Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.

Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».


Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.

Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.

После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео – Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.

Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.


Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков – горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.


А как точно определить оптимальный сварочный ток?

Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.


Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.

Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
В видео – Делаем зеркало в стиле стимпанк: как варить рамку электросваркой для зеркала, как работать с металлом, полезные приспособления для мастерской.
Что такое и как расшифровывается самонесущий изолированный провод (СИП)
Раньше на воздушных ЛЭП применялись исключительно незащищенные проводники без изоляционного слоя. Они отличались меньшей надежностью, непродолжительным сроком эксплуатации и могли привести к короткому замыканию при поломке линии, но в целом со своей работой справлялись. Сейчас происходит переход на более надежные изолированные проводники. К числу подобных изделий относится кабель СИП. Он представлен в различных видах, каждый из которых имеет свои характеристики, преимущества и недостатки. Может применяться как на улице, так и внутри домов для создания электропроводки.
- Разновидности СИП
- СИП-1
- СИП-2
- СИП-3
- СИП-4
- СИП-5
- Маркировка проводника
- Свойства кабеля
- Арматура кабеля СИП
- Особенности монтажа
- Преимущества и недостатки
Разновидности СИП
Провод СИП можно разделить на несколько различных категорий в зависимости от материала, из которого он изготовлен, и конструкции. К отличиям относятся диаметр проводника, количество жил, материал изоляции. Все виды кабелей СИП обязательно имеют изоляционный слой. Расшифровка названия: С – самонесущий, И – изолированный, П- провод.

В качестве материала для жил используется алюминий. Жилы покрываются изоляционным материалом ПЭТ – полиэтилентерефталат в виде синтетической пленки. Такое покрытие защищает провод от негативного воздействия ультрафиолета. Кабель имеет нулевую жилу. Она может быть изолированной (тогда в маркировке появляется буква А — СИП-1А) или без изоляции нуля (СИП-1).

Имеет аналогичную СИП-1 конструкцию, но в качестве изоляции используется другой материал – полиэтиленовая пленка. Применяется в линиях электропередач до 1000 В и на дачных участках с напряжением сети до 380 Вольт. Подходит для использования в качестве главных и вспомогательных линий. Рекомендуется к использованию в северных регионах и районах с умеренным климатом.
Также разделяют на СИП-2 и СИП-2А. Способен выдерживать температуры до 90°С. Минимальный радиус изгиба равняется 10 диаметрам.
Такая модификация имеет значительные отличия от предыдущих двух видов. Конструктивно состоит из стального сердечника с оплеткой из алюминия, кремния и магния. В качестве материала изоляции применяется ПЭТ. Одножильный. Применим в условиях до 20 кВ. Подходит для работы в любом климате за исключением арктического и резкоконтинентального. Диапазон рабочих температур от -20°С до +90°С.

Проводник создается из нескольких пар жил без нулевого провода. На маркировке есть буква Н, показывающая, что в качестве материала жил применяется сплав. В случае отсутствия знака можно судить о том, то жилы изготовлены из чистого алюминия. Изоляция – термопластичный ПВХ, защищающий провод от ультрафиолетовых лучей.

Похож по своей конструкции на СИП-4, но в качестве материала изоляции используется ПЭТ. Благодаря этому есть возможность повышения предельно допустимой температуры на 30%, что расширяет климатическую зону применения. Применяется в линиях электропередач с напряжением до 2,5 киловольт и подведения к различным строениям, уличной подсветке, ответвления на коттеджи. Рекомендуется применять в регионах холодной и умеренной климатической зоны.
Маркировка проводника
Кабели СИП можно обозначать классическим буквенно-цифровым кодом и расцветкой изоляционного слоя. Пример расшифровки будет рассмотрен на основе СИП-1 — 3х50 + 1х70 – 0,6/ТУ 16-705.500 — 2007
Первые буквы показывают, что используется модификация СИП-1 без изолированной нулевой жилы. Имеется 3 фазных жилы с сечением 50 кв.мм. и одна нулевая жила сечением 70 кв.мм. Далее указывается рабочее напряжение, которое составляет 0,6-1 кВ. Затем прописывается номер технических условий, в соответствии с которыми он выполнен, и год выпуска (2007). Также должна присутствовать метка изготовителя с названием завода.
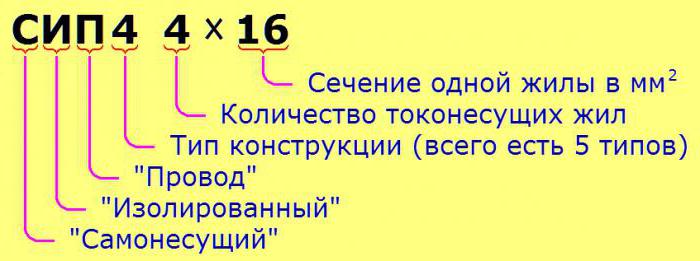
Маркировка проводов СИП
Правила выполнения маркировки:
- Фазовые жилы отмечаются цифрами, полосками путем надписи или тиснения.
- Ноль не обозначается.
- Может применяться цветовая маркировка в виде полосы шириной от 1 мм вместо цифро-буквенного кода или на концах провода.
- Для освещения применяются вспомогательные жилы, которые маркируются как В1, В2, В3.
- По требованиям ГОСТ все обозначения должны наноситься по всей длине на расстоянии 50 см друг от друга.
- Стандартные размеры знаков – ширина более 2 мм, высота 5 мм.
- Вспомогательные жилы могут не иметь обозначения.
- Качество маркировки должно быть на высоком уровне, она не должна стираться, реагировать на ультрафиолетовые лучи и меняться в течение всего времени эксплуатации.
По маркировке можно понять, какой проводник используется, какие он имеет свойства и условия эксплуатации. Подобная информация также продублирована в паспорте проводника.
Свойства кабеля
Все технические свойства провода регламентированы ГОСТ Р 52373-2005. По описанному стандарту СИП может использоваться на линиях электропередач до 35 киловольт. Сечение должно составлять не выше 240 кв.мм. На участках магистрали линий электропередач диаметр основного кабеля должен превышать сечение жил ответвляющих проводников.
Для создания уличного освещения кабель СИП тоже подходит. Оптимальный вариант – изделие с жилами 25 кв.мм.
Основные параметры проводника по стандарту ГОСТ:
- Предельная допустимая загрузка. Напрямую зависит от площади поперечного сип сечения. Определяется в кВт.
- Пределы рабочей температуры.
- Допустимые пределы влажности, стойкость к воде и ультрафиолетовым лучам.
- Температурный предел при критическом режиме.
- Радиус сгиба.
- Гарантия (обычно составляет 3 года).
- Срок эксплуатации. При соблюдении требований составляет 40 лет и более.
Могут быть отличия в зависимости от изготовителя кабелей. Но они должны находиться в пределах, установленных ГОСТом.
По названию СИП – это провод, но по своим характеристикам – кабель.
Арматура кабеля СИП
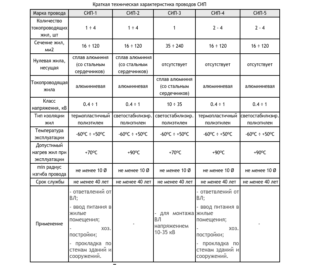
Конструкция проводов СИП
Монтаж провода требует покупки дополнительных аксессуаров. Они позволяют закрепить изделие на поверхности, удлинить его по необходимости. Все детали должны подбираться именно под выбранный кабель, чтобы качественно выполнять свою работу.
Для провода СИП нужна следующая оснастка:
- Прокалывающие зажимы. Позволяют делать соединение проводников таким образом, чтобы не требовалось удаление изоляции с кабеля.
- Ответвляющие детали.
- Анкерный крепеж. Помогает закрепить зажимы.
Также используется бандажная лента. Все необходимые компоненты должны быть устойчивыми к образованию ржавчины, действию ультрафиолета и скачкам температуры.
Особенности монтажа

СИП является поводом, который используется преимущественно для проведения электрических линий на открытом воздухе. Подсоединение осуществляется е централизованной линии.
Для самостоятельного подключения и проведения кабеля требуется получить разрешение у соответствующих организаций, которые занимаются энергоснабжением. В обязательном порядке разрабатывается план-проект с указанием используемых проводников. Для работы потребуется профессиональное оборудование.
Врезка провода осуществляется с помощью прокалывающих зажимов. После этого нужно подсоединить наконечники. Подвешивание осуществляется с помощью тросов, которые натягиваются между столбами (для длины свыше 25 метров). Для установки кабеля на столбах делаются держатели.
Если нужно протянуть кабель по фасаду здания, применяют анкерные крепления. Их количество должно соответствовать числу вводных жил. Кабель может заводиться в дом не более 1 метра, после чего производится разводка внутри здания. При негорючем материале дома кабель на стене проводится открытым способом. Это можно сделать в гофротрубе или коробе из пластика.
Для воздушной прокладки используется марка СИП 2х16, 4х16. Первый также используется для ответвления линий в помещении и подсоединения к автоматам и счетчикам.
Преимущества и недостатки

Ввод в деревянный дом
К положительным моментам можно отнести:
- Отсутствие необходимости установки мощных изоляторов.
- Хорошие токовые характеристики.
- Безопасность для специалистов, проводящих ее обслуживание.
- Небольшая ширина трассы линии.
- Большая предельная мощность.
- Долгий срок службы.
- Работоспособность в любых погодных условиях.
- Устойчивость к образованию коррозии.
- Отсутствие вредных компонентов в составе, которое гарантирует экологическую безопасность для человека и животных.
- Перехлестывание кабелей не влияет на работоспособность.
- Простота укладки, легко подключить.
- Большой вес 1 метра. Требуется частая установка опор.
- Требуется улучшенная изоляция в случае использования в промышленных масштабах.
Несмотря на свои недостатки, кабель активно используется для прокладки ЛЭП. Расчет нужной длины и сечения зависит от подключаемой нагрузки.
Технические характеристики сип
 СИП (в расшифровке самонесущий изолированный провод) — это многожильный провод для магистральных воздушных линий электропередачи и линейных ответвлений от них.
СИП (в расшифровке самонесущий изолированный провод) — это многожильный провод для магистральных воздушных линий электропередачи и линейных ответвлений от них.
Обычно включает в себя 4 скрученных при изготовлении провода, где один является несущим, а остальные предназначены для каждой из 3 фаз.
Также несущая жила может отсутствовать вообще, а количество проводящих – варьироваться от 1 до 4. Пороговые значения всех характеристик самонесущих проводов нормируются ГОСТ Р 52373 – 2005, а конкретные величины у разных производителей могут несколько различаться.
Достоинства кабеля
В сравнении с неизолированными проводами СИП имеет целый ряд преимуществ, он устойчив к различным погодным факторам, имеет минимальную вероятность коротких замыканий при соприкосновении проводов друг с другом или другими объектами, безопасен для людей.
В процессе производства провода проходят целый ряд испытаний, имитирующих всевозможные ситуации, которые могут возникнуть в процессе эксплуатации, что обеспечивает их надежную работу на протяжении всего срока службы.
- Читайте также: «Как выбрать СИП«
Типоразмеры
Площадь основных жил и допустимые нагрузки по току для них:
- 16 мм 2 — 100 А;
- 25 мм 2 — 130 А;
- 35 мм 2 — 160 А;
- 50 мм 2 — 195 А;
- 70 мм 2 — 240 А;
- 95 мм 2 — 300 А;
- 120 мм 2 — 340 А;
- 150 мм 2 — 380 А;
- 185 мм 2 — 436 А;
- 240 мм 2 — 515 А;
Токовые нагрузки указываются для температуры воздуха в 25 °С, ветра со скоростью 0,6 м/с и ультрафиолетового излучения 1000 Вт/м 2 , для иных условий применяются поправочные коэффициенты.
Сечение несущей жилы имеет площадь (в мм 2 ):
Строение провода
Жилы имеют круглую форму, в готовом проводе скручиваются между собой с шагом от 80 до 150 см в зависимости от их сечения. Токопроводящие жилы выполняются как из алюминия, так и из его сплавов (в случае СИП-3), несущие – исключительно из сплавов алюминия. Для сечений до 95 мм 2 жила состоит из 7 проволок, для остальных – из 19. Провод с сечением в 95 мм 2 может выполняться в обоих вариантах.
Несущая жила имеет прочность в среднем в 2-2,5 раза больше, чем токопроводящая такого же сечения. Для алюминиевой проволоки устанавливается прочность на растяжение не менее 120 Н/мм 2 , для проволоки из сплавов алюминия этот показатель существенно выше – не менее 295 Н/мм 2 .
Изоляция проводов позволяет им быть устойчивыми к воздействию ультрафиолета, как весьма низких, так и высоких температур, а также атмосферных осадков, включая защиту от налипания снега и обледенения. Материал изоляции — сшитый светостабилизированный полиэтилен черного цвета.
Условия эксплуатации
Изолированный провод может работать при температуре в окружающей среде в диапазоне от — 60 °С до + 50 °С, но монтаж можно производить при морозах только до -20°С. В процессе эксплуатации допускается нагрев жил провода до 70-90°С. Кратковременно температура может подниматься даже до 130°С. В случае короткого замыкания провод нагревается до 250°С.
Изгибать провод при монтаже можно с радиусом не менее 10 диаметров этого провода.
Виды СИП-кабеля
Провода подразделяются на 4 основные типа.
- СИП-1 и СИП-2 применимы как для магистральных воздушных ЛЭП, так и их ответвлений, рассчитаны на напряжение 0,6-1 кВ. Несущая жила в СИП-1 неизолированная, в отличие от СИП-2.
- В СИП-3 жилы выполнены из алюминиевого сплава с изоляцией из экструдированных полимеров. Такие провода используются для воздушных линий электропередач, где номинальное напряжение имеет показатели в 10, 20 либо 35 кВ.
- В СИП-4 несущая жила отсутствует, поэтому такой тип применяется исключительно для линейных ответвлений воздушных магистралей и прокладывается по поверхности стен зданий и сооружений.
Для регионов с повышенной влажностью выпускаются специальные герметизированные провода, имеющие, соответственно, в маркировке букву «г». Для них ГОСТ устанавливает требования по устойчивости к продольному распространению воды. Этот показатель не должен превышать 3 м вдоль провода от места ее проникновения.
Большинство производителей устанавливает на самонесущие провода гарантию в 3-4 года, при этом срок их службы должен быть не менее 40 лет.
Хотите купить кабель?
Вы можете узнать наличие и цены у нас! Оставьте заявку на обратный звонок
Провод СИП: расшифровка, конструкция, виды, технические характеристики
Развитие электрических сетей и значительное увеличение количества потребителей обуславливает многочисленные подключения. Которые не представляется возможным выполнить обычными оголенными проводами из-за опасности схлестывания и других факторов. Поэтому на смену классическим линиям, выполненным голым проводом, пришел провод СИП, успевший занять нишу и для бытовых потребителей, и для промышленных. Такая популярность СИПа стала возможной за счет ряда преимуществ, в сравнении с другими марками.
Расшифровка маркировки СИП
В сравнении с другими марками, провод СИП представляет собой токоведущий элемент для передачи электроэнергии, который расшифровывается по трем буквам названия:
- С – обозначает, что провод самонесущий;
- И – указывает на наличие изоляции вокруг токоведущих жил;
- П – говорит о том, что это именно провод, несмотря на наличие изоляционного покрытия и разветвление по жилам, из-за чего его могут приравнивать к кабелю.
Рассмотрите пример такого обозначения – СИП-1-3×20+1×25-0,4, здесь СИП-1 обозначает марку, 3×20 показывает, что три изолированные жилы имеют сечение в 20 мм 2 каждая, 1×25 – означает что нулевая жила имеет сечение 25 мм 2 , 0,4 – номинальное напряжение для данной модели.
В зависимости от конкретной марки, выделяют пять основных разновидностей провода СИП, обозначаемые соответствующими цифрами после буквенного обозначения. В конце может присутствовать одна буква, указывающая на конструктивные отличия и эксплуатационные особенности. Данные отличия в марках СИП определяются конструктивными параметрами, поэтому их будет целесообразнее рассмотреть на конкретных примерах.
Конструкция
Конструктивно все типы проводов СИП содержат жилы, выполненные в определенной форме с заданным количеством, одна из которых может выполнять функции несущей струны для линии.
По типу они различаются таким образом:
- СИП-1 – четырехжильный провод, в котором каждая из жил представлена скрученными друг относительно друга проводниками. В данной марке СИП три из них предназначены для трех фаз и оснащены термопластичной изоляцией, а четвертая для нулевого вывода, но она не изолирована. В нулевом проводнике центральная проволока выполнена из стали и является несущей. При наличии в конце маркировки буквы А (СИП-1А), нулевой вывод будет оснащен изоляцией.
 Рис. 1: конструкция провода СИП-1
Рис. 1: конструкция провода СИП-1 - СИП-2 – такой же четырехжильный вариант, как и предыдущий, с единственным отличием в том, что нулевой провод имеет изоляцию. В классическом исполнении нулевая жила изолируется термопластичным полиэтиленом, а в марке СИП-2А сшитым полиэтиленом, так же как и фазные. Второй вариант применяется для участков с значительным воздействием атмосферных факторов. Как и предыдущая марка, этот СИП используется в линиях до 1 кВ.
 Рис. 2: конструкция провода СИП-2
Рис. 2: конструкция провода СИП-2 - СИП-3 – в отличии от предыдущих марок, представляет собой одножильный вариант токоведущего провода. Конструктивно в центре этого СИП находится стальная несущая проволока, которая окружена алюминиевыми токоведущими жилами. Применяется в высоковольтных линиях напряжением 6 – 35кВ для прокладки фаз на большие расстояния.
 Рис. 3: Конструкция провода СИП-3
Рис. 3: Конструкция провода СИП-3 - СИП-4 – представляет собой парную систему, в которой каждая жила имеет свою пару, но, в отличии от предыдущих, у нее отсутствует несущий элемент и нулевой провод. Поэтому такая марка не может применяться для монтажа линий, так как существует вероятность ее разрыва при воздействии ветровых нагрузок. В качестве изоляции здесь применяется термопластичный полиэтилен. Существует вариант марки с буквой Н (СИП-4Н), которая свидетельствует о том, что токоведущие элементы изготовлены из сплава алюминия, если буква Н отсутствует, в конкретной марке используется чисто алюминиевая проволока.
 Рис. 4: Конструкция провода СИП-4
Рис. 4: Конструкция провода СИП-4 - СИП-5 – полностью идентичен с предыдущей маркой – также имеет парное число жил и не содержит нулевого провода с несущим элементом. Единственным отличием является тип изоляции, покрывающей проводники, в марках СИП-5 и СИП-5Н это сшитый полиэтилен, который позволяет повысить рабочий температурный предел до 30%.
 Рис. 5: конструкция провода СИП-5
Рис. 5: конструкция провода СИП-5
Технические характеристики
При выборе конкретной марки провода СИП важно обращать внимание на соответствие характеристик и параметров индивидуальным требованиям потребителя и способу прокладки.
Для этого учитываются такие технические характеристики:
- Количество жил – как правило, используются модели с числом токоведущих элементов от 1 до 4;
- Сечение – для разных моделей СИП данный параметр варьируется в пределах от 16 до 240 мм²;
- Класс напряжения – всего выделяют две категории – до 1кВ (СИП-1, 2, 4, 5) и до 35кВ (СИП-3);
- Температурный режим – подразумевает нормальную рабочую температуру, в которой провод будет длительно передавать электроэнергию без потери своих параметров;
- Допустимый кратковременный нагрев – может возникать в аварийных режимах, но не должен превышать более 8 часов от годовой нагрузки;
- Радиус изгиба – определяет возможность сгибать провод без нарушения механической прочности изоляции и ее диэлектрических свойств.
Все технические характеристики в сравнении для всех марок приведены в таблице ниже:
Таблица сравнение характеристик марок СИП
Самонесущий изолированный провод (СИП): разновидности и характеристики
Линии электропередач, используемые для снабжения различных населенных пунктов или промышленных объектов любой величины, конструируются из проводников, отвечающих современным требованиям к электрической и пожарной безопасности. СИП-кабель – одно из лучших изделий, решающих поставленные задачи.
Что такое провод СИП
Чтобы разобраться в предназначении и конструкции кабеля, для начала следует расшифровать маркировку:
- С – самонесущий;
- И – изолированный;
- П – провод.

Данный кабель применяется для прокладки линий электрической передачи по воздуху. Это идеальный вариант, когда монтаж осуществляется по системе «от столба до дома». С другой стороны, проводник нельзя заводить непосредственно в дом или жилые помещения, поскольку изоляция не предназначена для подобной эксплуатации. В результате СИП протягивают до распределительного щитка, являющегося вводным узлом и расположенного на улице. Внутри него размещают электрический счетчик и вводное автоматическое устройство. От щитка в дом прокладывают другие кабели, обычно с медными жилами и хорошей изоляцией. Их диаметр намного меньше, гибкость – выше.
Конструктивно провод от кабеля отличается отсутствием изоляции, поэтому наше изделие и называется «самонесущий изолированный провод». Здесь отсутствует дополнительная защита в виде наружной оболочки или брони, а изолируются исключительно проводники. Таким образом, технически называть кабелем СИП – неправильно.
Прилагательное «самонесущий» указывает на то, что для воздушных линий нет необходимости использовать диэлектрический трос, к которому крепятся остальные провода. СИП любой марки характеризуется высокой несущей способностью, которой достаточно для того, чтобы кабель выдерживал собственный вес и дополнительные нагрузки из-за ветра или выпадающих осадков (например, снега, оседающего на ЛЭП).
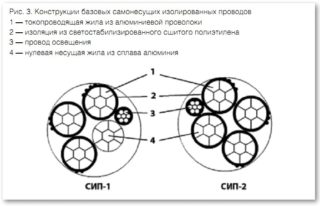
Конструкция и состав
Конструктивно СИП состоит из алюминиевых жил, скрученных друг с другом и защищенных прочным слоем полиэтилена. Проводники являются светостабилизирующими, поэтому при попадании ультрафиолетовых лучей их технико-эксплуатационные характеристики не изменяются.
Оболочка отдельных проводников в СИП имеет черный цвет. В состав кабеля входит несущий элемент, связанный с нулем. Вокруг него как раз накручивают остальные жилы.

В целом СИП состоит из следующих компонентов:
- токопроводящие жилы;
- сердечник из стальной проволоки;
- полиэтиленовая оболочка повышенной прочности.
Силовой кабель СИП-3 изготавливают из алюминиевых жил и стального сердечника с круглым сечением. Количество жил формируется в соответствии с нормами ТУ индивидуально для выбранной марки. Конструкция СИП может подразумевать использование алюминиевой самонесущей жилы, в СИП-3, СИП-4 и СИП-5 она отсутствует.
Важно! О качестве СИП можно судить по тому, как закручен фазный провод. Он всегда движется по часовой стрелке относительно нулевого.
В электрическом кабеле СИП-2, СИП-3 или СИП-5 оболочка производится из сшитого XLPE, повышающего стабилизацию света. В СИП-1 и СИП-4 она производится из термопластичного полиэтилена (LDPE).

Технические параметры изделия зависят от его конструктивных особенностей. К аббревиатуре СИП могут добавлять одну или две прописные буквы, помещенные в скобки:
- СИП (Н) – оболочка проводников производится из материалов, устойчивых к горению.
- СИП (Г) – изоляция защищает конструкцию провода от воздействия воды или влаги.
- СИП (НГ) – для оболочки используется сшитый полиэтилен, устойчивый как к горению, так и к проникновению влаги.
Виды и назначение проводов СИП
Провод СИП – лучший вариант для проведения линий электропередач к частному дому. Это недорогое изделие с хорошими технико-эксплуатационными характеристиками, которое выпускается в трех разновидностях:
- оголенная несущая нейтраль;
- изолированная несущая нейтраль;
- самонесущий кабель.

Основным материалом для изготовления токоведущих жил и несущих проводников является алюминий. В последнем случае используют сплав с высокой несущей способностью. Рассмотрим основные разновидности СИП.
Провод СИП-1
В данном случае провод изготавливается с оголенной несущей нейтралью в соответствии с европейским стандартом. Конструктивно СИП-1 представляет собой один несущий оголенный провод из чистого алюминия или усиленного сплава, вокруг которого закручены одна-четыре токоведущие жилы с LDPE-изоляцией. Последний материал защищает изделие от ультрафиолетовых лучей.
Такой провод применяют во время монтажа магистральных линий электрической передачи и различных ответвлений при условии сухого или нормального воздуха с минимальным количеством запыленности. Подходят для электросетей общим напряжением 600 или 1000 В при частоте 50 Гц.
Все проводники, защищенные изоляцией, закручиваются вокруг несущей проволоки с определенным шагом. Отдельная жила может состоять из одной или нескольких проволок. Нейтральная жила производится из качественного сердечника. Может применяться сталь или алюминий. Вокруг сердечника размещают круглые алюминиевые жилы. У несущей жилы диаметр намного больше.
После прокладки СИП вес всей конструкции сдерживает несущая жила, установленная на растяжках, прикрепленная к столбам и т. п. С этим связано увеличение толщины относительно остальных токоведущих проводников. В большинстве случаев утолщенная жила является нулевой. Остальные жилы обязательно изолируются термопластичным полиэтиленом, способным выдерживать температуру воздуха до 70 гр. Цельсия при продолжительном нагреве или до 125 гр. Цельсия при кратковременном. Также ЛЭП на СИП-1 будет выдерживать большие снеговые нагрузки.

Главный недостаток применения СИП-1 – при появлении перекоса фаз на оголенном несущем проводе может появиться высокое и опасное для жизни напряжение. Для предотвращения этого на каждом столбе нейтраль заземляется. Но даже если есть такая возможность, уличный кабель не рекомендуют прокладывать по фасаду здания.
Провода СИП-2 и СИП-3
Провода марок СИП-2 и СИП-3 имеют изолированную нейтраль. Несущий нулевой провод в отличие от СИП-1 защищен качественной оболочкой, в то время как остальные конструктивные элементы остались без изменения: вокруг утолщенной нейтрали закручены одна-четыре токоведущие жилы, изолированные сшитым полиэтиленом с высоким светостабилизирующим свойством.
Эксплуатация СИП-2 допустима в электрических сетях напряжением 600 или 1000 В. В отличие от СИП-1 вторая категория может применяться в условиях повышенной влажности и большого содержания соли в воздухе (например, на побережье морей и океанов, рядом с солончаками и т. п.). Также провод можно закреплять прямо на стенах жилых домов. Это идеальное решение при прокладке линий от столба до дома.

СИП-3 идентичен по структуре с кабелем второй категории, но характеризуется утолщенной оболочкой. Благодаря этому к описанию провода добавляется приставка «защищенный». Эксплуатация допустима в сетях с куда более высоким номинальным напряжением – до 20 или 35 кВ в зависимости от конкретной модели изделия. Что касается технических характеристик, то кабель идентичен СИП-1, хотя различия можно найти при сравнении допустимых токовых нагрузок.
СИП второй и третьей категорий подвешивают на несущий проводник увеличенного диаметра. Поскольку он изолирован, то исключаются возможные наводки тока. Тем не менее присутствует риск разрыва оболочки из-за чрезмерно высокой механической нагрузки. Таким образом, проектируя линию электропередачи на СИП-2, монтажники стараются сокращать до минимума величину пролетов (расстояние между ближайшими столбами).
Провод СИП-4, СИП-5 и СИП-7
По конструкции все три категории проводов значительно отличаются от перечисленных выше:
- в изделии отсутствует несущий проводник, поэтому нагрузка оказывается сразу на все токоведущие жилы;
- прочность кабеля намного ниже СИП-1, СИП-2 и СИП-3, что как раз связано с отсутствием несущего провода;
- их нельзя эксплуатировать в регионах с большим количеством осадков в виде снега или частыми обледенениями.

Также стоит отметить, провод может состоять из двух, трех или четырех проводников (не бывают моножильных СИП четвертой, пятой или седьмой категории). В состав изделия могут добавлять один или два провода для освещения. Жилы скручиваются между собой, формируя общий центр. Шаг скрутки зависит от конкретной модели. Одна жила делается нулевой, все остальные – фазными.
СИП-4 применяется в электрических сетях напряжением 600 или 1000 В. Поскольку конструкция не подразумевает использование утолщенной несущей жилы, то кабель характеризуется повышенной гибкостью, а минимальный радиус изгиба составляет 7,5 радиусов общего диаметра.
Это наиболее популярный провод СИП, что обусловлено уменьшенной стоимостью и хорошими техническими параметрами. Существует несколько дополнительных разновидностей СИП четвертой категории:
- СИПн-4 производится с качественной изоляцией, не поддерживающей горения.
- СИПсн-4 имеет негорючую изоляцию и один или два осветительных проводника. Также может модернизироваться одной-тремя медными жилами для цепей контроля. В таком случае к аббревиатуре через «плюс» добавляют цифры, указывающие на число данных вспомогательных проводников.
- Кабель СИПгсн-4 отличается от предыдущей разновидности тем, что способен дополнительно предотвращать попадание влаги.
Провод двух последних типов имеет европейский аналог под названием AsXSn. Назначение и большинство технико-эксплуатационных характеристик у данных изделий идентично.
Следующая категория – СИП-5 – отличается от предыдущей отсутствием возможности включения вспомогательных жил для сигнализации или освещения. В состав изделия входят токоведущие жилы одинаковых диаметров. Общее количество проводников – от двух до четырех: как всегда, один из них – нейтральный, остальные – фазные.
Одножильный провод СИП-7 производится с усиленной изоляцией, состоящей из нескольких слоев:
- экран из проводящего электроэнергию полиэтилена;
- сшитый полиэтилен;
- атмосферостойкий полиэтилен.

Данный кабель может эксплуатироваться в электрических сетях, напряжение которых достигает 110 кВ. Отличный вариант в тех случаях, когда нет возможности выполнять подземный электромонтаж, и применение оголенных проводников недопустимо. Наиболее ярким примером могут служить парковые зоны и остальные участки с повышенной проходимостью. СИП-7 подойдет для использования в условиях умеренного, холодного или тропического климата. Реже встречается медный изолированный кабель СИП-7.
Преимущества и недостатки
Перечислим основные достоинства проводов СИП:
- Легкость установки и прокладки. Процесс отнимает меньше сил и времени по сравнению с монтажом других оголенных проводов. Нет необходимости крепить жилы на изоляторы.
- Уменьшение вероятности несанкционированного подключения к линии. Коммутация требует определенных навыков и опыта работы, поэтому подобные действия могут выполнить далеко не все.
- Изоляционные оболочки СИП производятся из качественного материала, отталкивающего мокрый снег и конденсат, что исключает серьезное обледенение линии. Если наледь и появляется, то в малых количествах.
- Снижение вероятности удара током. Наличие изоляции проводников уменьшает риск поражения электрическим током в процессе проведения ремонтных работ и технического обслуживания ЛЭП. Многие операции могут быть выполнены без отключения напряжения.
- Экономичность. За счет конструкции СИП провод в меньшей степени подвержен обрыву. На содержание уходят минимальные средства, провод может устанавливать на фасадах жилых зданий (за исключением некоторых категорий), благодаря чему уменьшается количество устанавливаемых опор.
- Пониженная индуктивность. Благодаря низкому реактивному сопротивлению в проводе значительно меньше количество потерь по мощности и напряжению. Это исключает формирование токовых наводок и позволяет крепить СИП на опоры для низковольтных линий.

Из недостатков можно выделить:
- Высокая стоимость в сравнении с простыми оголенными проводами. По вполне объективным причинам цена на СИП значительно выше стоимости на обычные неизолированные кабели.
- При использовании СИП нужно обращаться к квалифицированным специалистам. Только они могут выполнить качественные монтаж и обслуживание ЛЭП с применением данных проводов. Связано это с тем, что подобные изделия появились сравнительно недавно, поэтому еще не получили столь широкого распространения. Добавьте ко всему этому то, что отечественные системы электрического снабжения не приспособлены для перехода на самонесущие изолированные проводники.
Выбор сечения и проверка изделия
Отправляясь в магазин за покупкой самонесущего изолированного провода, обратите внимание на расчетный ток. Для подсчета требуемой величины формируют схему, в которой учитываются длина участков электросети и нагрузка на каждом из них.
После того как подсчитаете ориентировочное значение тока, сопоставьте его с тем, который указан в таблице ниже, чтобы выбрать марку СИП и величину сечения. Таблица сечений СИП в зависимости от допустимых токов:
| Сечение жил, кв. мм | Допустимый ток для изоляции из LPDE | Допустимый ток для изоляции из сшитого полиэтилена |
|---|---|---|
| 16 | 70 | 100 |
| 25 | 95 | 130 |
| 35 | 115 | 160 |
| 50 | 140 | 195 |
| 70 | 180 | 240 |
| 95 | 220 | 290 |
| 120 | 250 | 340 |
Например, если расчетный ток составил 110 А, то нужно приобрести СИП-1 сечением 35 кв. мм или СИП-2 сечением 25 кв. мм. Последний вариант является предпочтительным, поскольку такой провод будет легче, крепче и более защищен от воздействия ветра и атмосферных осадков.
Совет! Выбирая СИП, старайтесь покупать провод с токоведущими жилами большего диаметра, чем требуется в соответствии с расчетом. Это позволит покрыть любые увеличения нагрузки, которые случатся в будущем.

Прежде чем выполнять монтаж провода, убедитесь в целостности всех жил. Для этого используется мультиметр:
- Переключите тумблер на положение «Прозвонка» сектора сопротивлений, затем соедините друг с другом щупы красного и черного цветов. В случае исправности прибора вы услышите сигнал, указывающий на активированный режим прозвонки.
- Двумя щупами коснитесь обоих концов СИП-провода. Если на проводнике нет повреждений, то вы услышите звуковой сигнал, указывающий на то, что заряд дошел из одного конца в другой.
- Данные действия нужно будет повторить для каждой жилы.
Аналогичные проверки следует проводить для тумблера, установленного на секторе измерения сопротивления от 200 Ом до 200 кОм. Если на дисплее будет показан «0», то проводник целый, «1» – на линии есть обрыв.
Производители и стоимость кабелей СИП
Существует огромное количество заводов и мелких производителей, выпускающих различные марки СИП-кабеля. Перечисленные ниже предприятия в большинстве своем изготавливают качественную продукцию в соответствии с заявленными требованиями:
- ООО «Камский кабель»;
- ООО «ГК Севкабель»;
- ЗАО «Завод Москабель».
Стоимость изделия зависит от конкретного производителя и категории провода. Например, СИП-1 в среднем можно купить по 20, СИП-2 – 25, СИП-3 – 60, СИП-4 – 100 руб./п. м. Указанные цены могут варьироваться в зависимости от выбранного региона нашей страны.
Упаковка, хранение и транспортировка продукции СИП
В соответствии с ГОСТ самонесущий изолированный провод поставляется в барабанах. Транспортировать изделие можно только в них. Иногда возможна перевозка с последующим хранением в бухтах. В данном случае нужно соблюдать два условия: сечение жилы должно составлять 16-25 кв. мм, общий вес бухты – до 25 кг. При хранении следует использовать навесы или закрытые помещения. Возможно кратковременное размещение под открытым небом.
По стандартам внешняя поверхность барабанов должны быть защищена специальными матами. К изделию нужно добавить сопроводительный документ в виде этикетки или технического паспорта. Он крепится к щеке барабана или бухте. Чтобы этикетка или паспорт не затерся, его следует поместить внутрь влагозащитной упаковки.

Таким образом, рассмотренный в статье СИП-провод практически не имеет недостатков. Если вы найдете квалифицированного монтажника, не обращая внимания на слегка завышенную стоимость, то минусов и вовсе не будет. Учитывайте то, что затраты вскоре окупят себя за счет отсутствия потерь по напряжению и мощности, защиты от несанкционированной коммутации, приводящей к воровству электрической энергии, и экономии при техническом обслуживании ЛЭП.





