Как согнуть арматуру в домашних условиях?

- Когда нужна гибка арматуры?
- Общие правила
- Специальные приспособления
- Станки с механическим приводом
- Самодельные устройства
- Как согнуть вручную?
- Типичные ошибки
Прошли времена, когда домашний мастер гнул по ночам прутья и небольшие трубы о железный или бетонный фонарный столб, стальной забор или ограду соседа. Прутогибы выпускаются массово – подобно болторезам, болгаркам и перфораторам разной мощности, они доступны каждому желающему.



Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.


Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
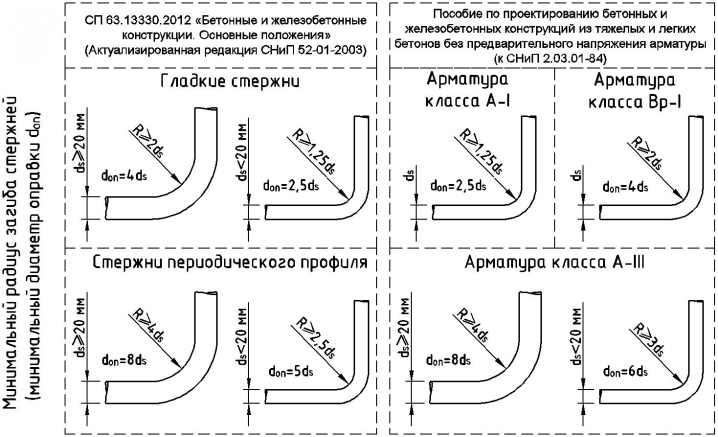
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.

Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.

Специальные приспособления
Гибочный станок (прутогиб) может быть как ручным, так и механическим. И на том, и на другом можно не просто согнуть прут в кольцо, в «разворот» и «поворот», но также и изготовить буквы, цифры и иные символы из кусков такого прута, сделать изразцы (завитушки) для перил и ворот. Последняя область применения – для создания основы светящейся вывески.


Ручные
Простейшие станки-прутогибы появились следом за арматурой. Они используются как для сгибания гладких круглых и квадратных прутьев, так и для формовки ребристых. Никакой из прутов согнуть не легче – и гладкий, и ребристый прут имеет один и тот же диаметр. Один и тот же станок справится и с тем и с другим. Чем толще прут – тем больше и мощнее нужен прутогиб для него. Слишком большой станок «растянет» радиус гиба, малый – сломается сам.

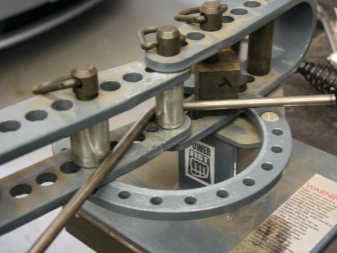
Ручной станок приводится в действие одним человеком. Или несколькими – когда прут довольно толстый, а усилий одного рабочего не хватает, несмотря на длинные, удобные и прочные рычаги нажима. Простейшая модель включает в себя гибочный диск, на котором расположено несколько гораздо более толстых, чем самый большой прут, штырей длиной до 10 см. Диск в центре жёстко соединён с осью (ступицей), жёстко соединённой с ведущим валом. Невдалеке (на расстоянии одного-двух радиусов диска) расположены упоры, между которыми прут вставляется во избежание его отклонения в процессе сгибания. Дополнительно прут может быть зафиксирован – чтобы он не двигался вдоль без необходимости. Вся механика прутогиба посажена на раму устройства.


Может использоваться защитная ширма из листовой стали – она обезопасит рабочих от осколков сгибаемого прута и внезапного его соскакивания с прутогиба. Рабочий с другой стороны устройства приводит диск во вращение, поворачивая длинный рычаг.
Для резки прутьев используется мощный болторез с рычагами длиной в 1-1,5 м каждый. В особых случаях используется трубогиб – с его помощью гнутся и прутья, а не только трубы. И трубогиб, и прутогиб легко закрепить – в его рабочей (гнущей) части просверлены отверстия. С их помощью устройство фиксируется на любой несущей конструкции, в которой предварительно сверлятся дырки для болтов.

Станки с механическим приводом
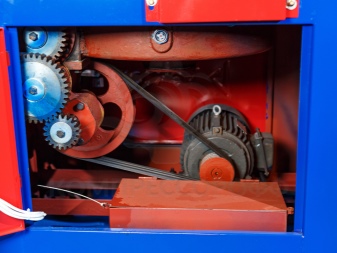
Механизированный прутогиб вместо усилий рабочих использует крутящий момент от редуктора, приводимого в движение мощным мотором. В домашних условиях изготовить такой станок довольно сложно: для прутов с диаметром до 16 мм потребовался бы механизм, способный поднять кабину лифта.
Сверхтолстые прутья (20-90 мм диаметром) возможно согнуть лишь на производстве. Чем мощнее станок, тем больше тонких прутьев (от 3 мм) он способен согнуть: пассатижами или тисками сделать такую работу в одиночку непросто. Профессиональные пруто- и трубогибы используют гидравлический привод – его сила не меньше усилий, создаваемых домкратом.

Самодельные устройства
Не каждый мастер и не сразу обзаведётся готовым штырегибом. Но на то он и мастер, чтобы выйти из положения, не затратив для сгибания арматуры почти ни копейки. Взглянув на конструкцию готового станка, мастер без особого труда изготовит приспособление, его заменяющее. Особенно это нужно тем, кто строит дом «с нуля» и столкнулся с закладкой железобетонного фундамента, а также варит калитки, ограды, ворота, двери из арматуры на заказ.


Главной частью в самодельном станке является стальная станина – кожух. На нём закреплены рычажный привод и сгибающий диск с упорными штырями. Вместо штыря применяют и уголковый профиль. Вращающая платформа с рычагом, на котором размещены гнущий и упорный штыри, строится с учётом толщины (диаметра) штыря и количества обрабатываемой арматуры. Закрепляется такой штырегиб либо к верстаку, либо к полу рабочего помещения.

Как согнуть вручную?
Небольшие по толщине прутья – до 8 мм – сгибаются и собственноручно, например, при помощи труб. Одна из них – упорная – крепится в мощных тисках. Вторая – сгибающая, заменяющая главный «палец» в станке – надевается на арматуру, и с её помощью этот прут сгибается. С качеством работы, выполненной на станке, не сравнится никакой «кустарный» способ. Дело в том, что проконтролировать правильность выполнения главного требования – 12,5 диаметров прута – вручную сложнее.
В станке же рабочего подстрахует упорное колесо, на котором и гнётся штырь.

Типичные ошибки
Чтобы не допустить одну из часто встречающихся ошибок, выполняйте сгибание правильно.
- Сгибать композит и стеклопластик не следует – он растрескивается, после чего его легко «добить». В результате он сломается. Правильнее его резать на нужные отрезки и связывать их концы, оставляя небольшой отступ.
- Недостаточно мощный станок при попытке согнуть на нём слишком толстый прут сломается. Если в процессе сгибания ломается либо сам штырь, либо станок, рабочий, гнущий арматуру вручную, травмируется либо осколком, либо при потере равновесия (по законам физики). На моторизованном станке, настроенном неправильно, ломается двигатель и/или редуктор.
- Тонкий прут, вставленный в мощный станок, гнётся слишком быстро – от этого он может нагреться. В результате нарушится сама технология процесса. Дело в том, что внутри сгиба металл или сплав претерпевает сжатие, снаружи – растяжение. И то и другое не должно быть слишком стремительным.
- Нельзя работать на станке, не имеющем защиты от частиц сгибаемой арматуры. Особенно это касается неметаллов, из которых и делается композитная основа.
- При сгибании с помощью «сверхтяжёлого» станка, рассчитанного на арматуру диаметром в 4-9 см, более тонкие штыри располагают в ряд, а не пучком, напоминающим жгут проводов. Это позволит добиться одинакового радиуса изгиба.
- Не сгибайте арматуру на рядом растущих деревьях. Подготовьте простейшее рабочее место. Один из лучших способов – забетонировать в земле трубу с толстыми стенками. Короткие – до 3 м – куски арматуры легко гнуть непосредственно в ней. Некоторые мастера приваривают к такой трубе воронку с криволинейно расходящимися стенками, имитирующую рабочую поверхность гибочного (осевого) колеса станка.
- При сгибании прута не делайте рывковых движений – они спровоцируют появление микротрещин даже в штыре из самой гибкой, устойчивой к перекручиванию стали.
- Не гните арматуру при помощи разводного ключа, болтореза, пассатижей (даже самых мощных) и других, не подходящих для такой работы инструментов. Такая работа мало что даст – скорее повредится тот или иной инструмент.




Соблюдение данных правил приносит отличный результат – ровный изгиб – даже в полностью «кустарных» условиях.
Опытный мастер легко согнёт арматуру даже без станка своими руками. Недостаток «самогиба» – повышенная травматичность.
Если сгибание арматуры – не «одноразовое» занятие из разряда «сделал и забыл», а услуга, поставленная на поток для большого числа местных клиентов, то приобретите станок – хотя бы ручной, но довольно мощный, и верно его настройте.
О том, как согнуть арматуру без инструмента, смотрите далее.
Станок для гибки арматуры своими руками: чертежи
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.

Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Как сделать станки для гибки арматуры простейшей конструкции?
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.
Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.
Виды оборудования
Выпускаются два типа:
- Механические приспособления.
- Приборы с электрическим приводом.
Ручной гибочный станок и приводной аппарат предназначены для придания арматуре необходимой конфигурации для последующего использования в железобетонных работах.
Схема действия обоих видов устройств едина: деталь жестко фиксируется между центральным и упорным валом. Последний не дает заготовке провернуться или сдвинуться. Деформация на нужный угол производится при помощи третьего, гибочного ролика. Закругление осуществляется в любую сторону – по часовой стрелке и против нее.
Если ручной агрегат работает на угол не более 90°, реже – до 110°, то электрический гибочный станок для арматуры дает возможность регулировки в диапазоне от 5° до 180°, при этом потери прочностных показателей металла при предельных значениях изгиба не превышают 10%.
Гибкие материалы: Что такое гибкая битумная черепица
1. Простейшая конструкция. По сути это стандартный трубогиб, применяемый для арматуры небольшого диаметра – до 12 мм, реже до 20.
2. Относительно небольшой вес – в среднем около 15-25 кг.
3. Мобильность. Относится к категории переносного оборудования и устанавливается на любое ровное основание или верстак.
4. Приемлемая цена. Новое устройство выйдет купить по цене от 5000 рублей, стоимость б/у изделий примерно в 1,5-3 раза дешевле (в зависимости от степени износа).
5. Возможность сборки самодельного станка.
Схема ручного оборудования простейшая – рычаг и несколько валов, при небольшой сноровке несложно сделать его самостоятельно. Для этого к металлическому основанию (станина, плита) нужно приварить штырь круглого сечения или уголок, который возьмет на себя роль упора. Затем изготавливается поворотная стальная платформа, которая оснащается рычагом, центральным и гибочным валом.
Агрегат, сваренный на плиту, можно отнести к переносным вариантам. Для него обязательно надо предусмотреть методы крепления. Например, это могут быть отверстия под болты для последующего прикручивания к основанию.
1. Высокая производительность. На операцию требуется не более 10 секунд.
2. Работа с прокатом любого диаметра. Выпускаются станки для легкой арматуры сечением до 20 мм, тяжелой – 22-40, сверхтяжелой – 40-80.
3. Мощность электропривода – до 5 кВт.
4. Наличие системы автоматического управления. Участие оператора минимальное и предполагает несколько ступеней защиты. Некоторые модели снабжаются смешанным управляющим блоком, поэтому агрегат может работать как в ручном, так и в авторежиме.
5. Стационарность. Гибочный станок устанавливается на ровной, сухой, жестко фиксированной платформе, строго центрируется. Частые перемещения не приветствуются.
6. Приличный вес – достигает 400 кг.
7. Высокая цена – начинается от 85000 рублей и выше. Б/у устройства можно брать в аренду с посуточной (от 1000 рублей) или помесячной оплатой (от 25000) с обязательным внесением залоговой стоимости.
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Самодельный ручной станок
Приведем примеры того, как можно своими руками собрать самодельный станок для гибки арматуры. Начнем с самой простой модели, схема которого будет понятной даже новичку.
- Данное устройство позволяет осуществлять операции изгиба стальных прутков диаметром до 12-14 мм.
- Для сборки станка вам потребуются металлические уголки размером 40 на 40 миллиметров, крепежные элементы и деревянный брусок.
- Представленная схема станка проста в сборке, ее можно сделать буквально за чем. При сгибании вам удастся своими руками менять конфигурацию заготовки.
- Разрежьте уголок на две части. Одну из них прочно зафиксируйте на деревянном бруске. Данный элемент позволит фиксировать арматуру перед деформацией.
- Вторую часть уголка служит для изгиба и будет подвижной. Ее на бруске фиксируют болтом. Это своего рода рычаг вашего станка.
- Недостаток представленной конструкции в том, что про операции рубки и резки здесь говорить не приходится. Плюс вам придется прикладывать значительное усилие, чтобы деформировать толстую арматуру. А вот мелким прутьям легко менять их конфигурацию. Если требуется сделать изгиб более толстой арматуры, увеличьте размеры рычага. Так придется прикладывать меньше усилий.
Второй вариант также имеет ручной привод, но его возможности и производительность значительно выше. Данный агрегат предназначен для тех, кому придется не редко сгибать арматуру.
- Конструкция носит название станок Замкова;
- Проблематика сборки своими руками заключается в том, что часть элементов конструкции самостоятельно изготовить сложно. Рекомендуется обратиться к токарям, чтобы те выточили основные элементы станка;
- Для сгибания арматуры вам потребуется собрать прочную станину — опорный стол;
- В столешницу стола монтируется корпус станка;
- Стальной прут устанавливается между двух роликов;
- Третий ролик выполняет функцию гибки;
- Для изготовления опорной плиты возьмите лист стали, толщина которого будет минимум 4 миллиметра.
Некоторые хотят сделать своими руками более универсальное устройство дискового типа. Теоретически к нему можно добавить функции гибки, резки. Но на практике собирать подобный станок для гибки арматуры с целью использования в домашних условиях нерационально. Плюс ко всему, действительно функциональным станок для сгибания, резки и рубки прутьев арматуры получится только в том случае, если оснастить оборудование электрическим приводом.
Станок для гибки арматуры своими руками

Всем доброго времени суток.
Вот решился на строительство дома. И в связи с острой ограниченностью денежных средств то дом будет строится исключительно своими руками. Ну может в некоторых моментах с привлечением дополнительной рабочей силы, которая будет работать за еду ))))).
Сейчас только самый начальный этап строительства. выкопана траншея под фундамент, засыпан и утрамбован песок. Теперь очередь за арматурой. Но перед тем как арматуру связать ее нужно для начала должным образом согнуть. Но чтобы не мучиться с гибкой с использованием подручных средств. Решил потратить пол дня и сделать нормальный станок для гибки.
Для удешевления конструкции собирался он из металлолома который имелся в наличии.
Для начала нашел уголок.

Далее нашел вот такую рукоятку, предположительно от барабана колодца. Но не важно главное здеть толщина металлического прутка около 2 см.

Далее нашел небольшой отрезок трубы с внутренним диаметром который идеально подходит по диаметру к прутку.

Далее были попытки вырезать болгаркой в уголке круглое отверстие ))))

Хотя с другой стороны смотрится все прилично.

Трубка сидит довольно таки четко.

Так как не было арматуры, для замера зазора использовал болт.

После чего все было обварено с двух сторон.
Так же был приварен кусок прутка к так же найденной металлической пластине, предварительно в ней прожог отверстие, чтобы проварить с обеих сторон.
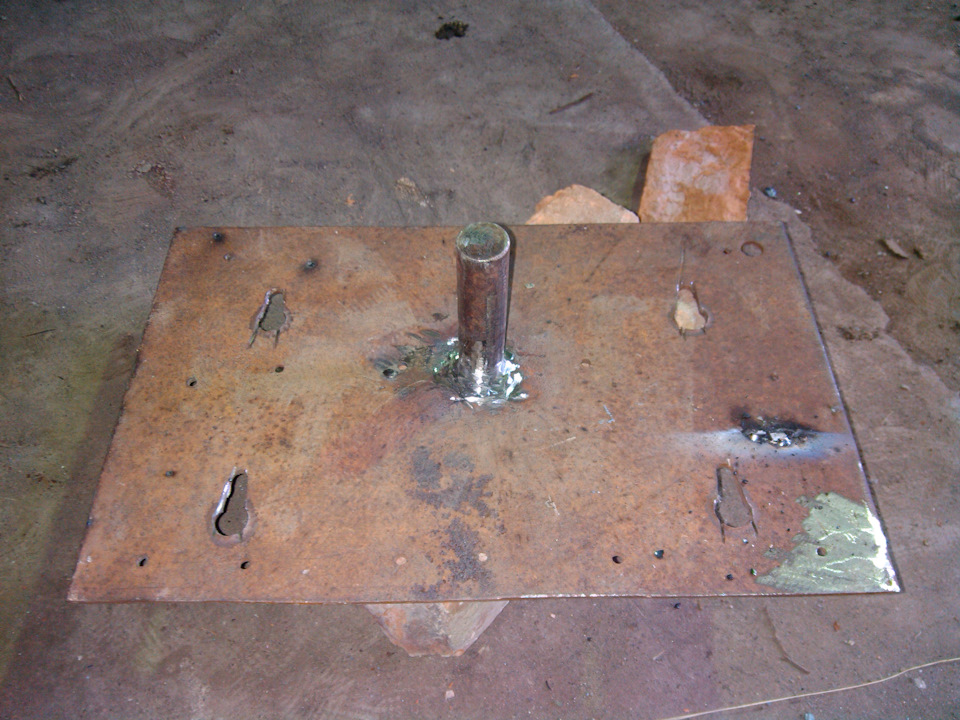

В итоге вот такое шарнирное соединение у меня получилось.

Далее приварил еще один небольшой кусок уголка, на который будет опираться арматура во время гибки.


Ну и наконец была приварена ручка.

И вот что получилось в итоге.

Станок готовится к работе очень просто. Необходимо прикрутить площадку к надежной опоре саморезами и можно работать.

Ну и конечно испытания. Вот так гнется пруток толщиной 9 мм.

Ну и конечно тест на прочность.


Пруток толщиной 14 мм. Приходилось прилагать не маленькие усилия для того чтобы его согнуть. Но при этом ничего не оторвалось и не погнулось, ну не считая самого прутка)))). А учитывая то что мне нужно гнуть 10-ую арматуру, то думаю запас прочности у данной конструкции есть.
А вот и пример использования сего девайса уже на стройке.

80 хомутов из 6-ой арматуры я сделал минут за 40-50. При этом было такое ощущение что арматура не железная а алюминиевая, так легко она гнулась.

Ну и пример сгиба 10-ой арматуры. Она уже гнется немного тяжелее.
И вот потратив пол дня я в итоге сэкономил кучу времени на стройке.
Ну а на этом все всем удачи.
Гибка арматуры – простые решения серьезного вопроса
Любая основательная стройка требует работ с металлом. Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
1 Для чего и как гнуть арматуру – памятка начинающим строителям
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).

Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Следует знать, что арматура А3 в холодном состоянии гнется без потери прочности на угол 90° (так называемый прямой). Ее прочностные показатели снижаются приблизительно на 10 % при угле в 180°.

В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных "подготовительных" работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
Ручные гибочные инструменты выпускают разных видов, в том числе переносные. Они достаточно просты в применении и доступны по цене. Для работы с прутками можно приобрести как специальный станок, так и трубогиб. Устанавливают этот инструмент на верстаках. Большинство устройств предназначено для сгибания прутков диаметром не более 14 мм. Такие станки вполне подходят для частного строительства, но непригодны при больших объемах работ.

Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
3 Самодельные устройства для сгибания – это может каждый!
Самодельный станок для гибки арматуры можно изготовить самостоятельно. Вариантов исполнения много, но все они похожи на заводской ручной станок. К металлической станине или плите приваривают упорный штырь или уголок. Затем устанавливают поворотную металлическую платформу, оснащенную рычагом, центральным и гибочным штырями. Расстояние между элементами конструкции зависит от диаметра прутков, которые предполагается гнуть. Ножки станины следует прикрепить к полу – это позволит работать с арматурой толщиной 6–12 мм.

Конструкция, выполненная на плите, будет являться переносным вариантом. Но для нее необходимо предусмотреть способ крепления по месту работы. Это могут быть отверстия под болты – для прикручивания к верстаку или иной основе. Можно также приварить с обратной стороны плиты 2 или более штырей, которые надо будет вставлять в отверстия основы. Возможности такого станка, скорее всего, будут ограничены диаметром арматуры в 10 мм.
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.

Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг. Тонкие прутки можно будет сгибать прямо от земли, наступив на упорную трубу. Более продвинутый вариант – когда фиксирующая труба укрепляется до неподвижного состояния на верстаке в тисках, в земле (вкапывается, бетонируется) или другим способом.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!

Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
Как сделать станок для гибки арматуры (арматурогиб) своими руками?
При проведении строительных работ, в большинстве случаев, необходимо возведение бетонных конструкций с сборкой усиливающего каркаса из арматуры. Для создания армирующего каркаса необходимы как прямые пруты, так и гнутые, в виде хомутов, «эсок», «пэшек» и других конструктивных элементов. Вручную согнуть стальные пруты с высокой точностью проблематично, а покупать специальный станок для гибки арматуры ради этого, финансово невыгодно. Поэтому, сделать арматурогиб своими руками, будет отличным решением.
Почему при армировании без арматурогиба не обойтись?
При закладке армирующего пояса простая укладка прямой арматуры не позволит добиться расчётных несущих способностей. Это связано с тем, что нагрузка на железобетонные конструкции не всегда распределяется равномерно, в результате чего могут возникать дополнительные внутренние напряжения, способные вызвать разрушение.

Металлический пруток холодной или горячей прокатки достаточно хрупкий, поэтому в некоторых случаях он не способен выдержать нагрузок на сжатие и растяжение, попросту лопаясь. Поэтому его гнуть несколько раз в одну, а затем в другую сторону не получится без снижения конечных прочностных характеристик изделия.
Вручную при помощи простых приспособлений не всегда получается применить необходимое усилие для получения нужного угла. Особенно, если требуется придание арматуре сложных форм. Изготовить специальные крепления, например, крюки или хомуты, для армирования колонны, вручную также не получится. Поэтому, в таких случаях требуется использовать арматурогиб (станок для гибки арматуры).
Как не допустить ошибок при загибании арматуры?
Для сохранения прочностных свойств, стальных прутков, важно следить за тем, чтобы при сгибании не образовывался острый угол, а радиус закругления составлял 2,5-5 их диаметров. При изгибе на 90 0 механические характеристики полностью сохраняются, но в случае превышения начинают снижаться.

Для упрощения процедуры придания арматуре нужной формы многие решаются на прогрев паяльной лампой или создание частичного надреза. Это делать категорически запрещено, поскольку армированная конструкция не будет соответствовать строительным нормам.
Не рекомендуется резкое изгибание. То есть ударные способы неприемлемы. В результате механических воздействий внутри металла создаются дефекты, и меняется структура.
Для того чтобы стальные пруты не теряли свои начальные прочностные характеристики, следует соблюдать радиус загиба арматуры.
Принцип работы арматурогиба
Все гибочные станки работают так:
- Арматура надёжно фиксируется в зажимах или тисках на упорных роликах.
- При помощи третьего ролика, расположенного в месте для изгибания, проводится механическое воздействие на арматуру.
- Когда достигнут необходимый угол изгиба, то усилие снимают, а изделие открепляют от станка.

Использование валов предотвращает разрыв металла в результате деформации. В более сложных конструкциях для получения прутков с несколькими точками загиба используется несколько упорных валов. Их целью является сокращение механических операций и упрощение получения изделий нужной формы.
Для применения механического усилия в ручных конструкциях устанавливается рычаг. В зависимости от допустимых нагрузок станки позволяют гнуть одновременно несколько арматур. Однако в таком случае для гибки толстых прутков с диаметром более 14 мм придётся прилагать значительные усилия. Для упрощения данной задачи рекомендуется использовать гидравлический привод.
Пошаговая инструкция по созданию арматурогиба своими руками
Для конструирования гибочного необходимо пройти ряд этапов.
- Подбор чертежа.
- Подготовительные работы.
- Сборка.
Каждый из них требует чёткого осознания тех целей, для которых требуется применение данного оборудования, а также грамотное распределение выделенных финансов.
Подбор чертежа
Изобретать заново арматурогиб не стоит, так как в открытом доступе в интернете можно найти множество различных чертежей, позволяющих создавать эффективные конструкции, проверенные временем. Это упростит поиск необходимых материалов, расчёт сметы затрат, подбор инструментов, а также позволит оценить количество времени на изготовление.

При этом стоит понимать, что создавать инструмент нужно только для конкретных целей, а не делать его универсальным и в итоге никогда не воспользоваться этим функционалом. Если впоследствии появится необходимость расширения функций, то лучше ею воспользоваться потом, заложив для этого достаточный запас прочности.
Подготовительные работы
На этапе подготовки необходимо определиться со следующими моментами:
- Определиться, для каких целей будет применяться арматурогиб.
- Подобрать чертёж нужной конструкции. При необходимости внести изменения.
- Закупить материалы.
- Подобрать инструменты для сборки.
Если бюджет ограничен, то в таком случае можно на начальных этапах создать рычажную конструкцию станка, а впоследствии дооборудовать гидравлическим приводом. Важно создать такую основу станка, у которой запас прочности будет превышать аналогичный параметр у арматуры в 3-5 раз. Такие данные можно узнать из таблиц в справочниках, поэтому с этим пунктом проблем возникнуть не должно.
Подбор инструментов
Для создания арматурогиба необходимо иметь следующие инструменты:
- угловую шлифмашинку (строители её называют «болгарка») с набором отрезных и шлифовальных дисков по металлу;
- электродрель с набором свёрл по металлу;
- сварочный полуавтомат с набором подходящих электродов;
- молоток, пассатижи, напильник, керн;
- тиски.
Использование электрических и ручных инструментов требуется для обеспечения высокой производительности обработки, а также точной подгонки деталей.
Необходимые материалы
Для создания гибочных станков потребуется:
- Стальной уголок с шириной сторон 75 мм, длиной 800 мм, толщиной металла от 5 мм.
- Стальной пруток диаметром от 12 до 25 мм.
- Болты диаметром 20 мм и длиной 50 мм, а также шайбы для них.
- Дополнительные устройства, например, гидравлический привод, если его установка предусмотрена конструкцией.
Важно создать массивную конструкцию, которая обеспечит устойчивость станка при изгибании и приложении усилия.
2 варианта изготовления станка для гибки арматуры
Наиболее популярными считаются следующие конструкции самодельных арматурогибов:
- Из уголка.
- Из подшипника.
Станок из уголка
Порядок действий, по изготовлению приспособления для гибки арматуры из уголка:
- Уголки нарезают по размерам, как указано в чертеже.
- Разрезают стальной П-образный профиль, чтобы его длина составила 1 м. Он будет выполнять роль станины.
- К станине посередине приваривают штырь из толстой арматуры.
- Отрезаем кусок трубы, диаметр которой позволяет её надеть на приваренный штырь.
- Перпендикулярно вваренному штырю приваривают уголок. Затем в нём просверливают отверстие под внутренний диаметр трубы.
- Уголок с трубой надевают на штырь. Затем отмечают место для приваривания отрезка уголка, снимают подвижную часть и приваривают вторую часть уголка.
- К концу подвижной конструкции приваривают кусок арматуры. Он будет выполнять роль рычага. На его противоположный от крепления конец нужно закрепить удобную рукоятку.
- К станине приваривают арматурные ножки.
Ось арматурогиба рекомендуется смазать, чтобы продлить срок её эксплуатации за счёт снижения трения деталей при работе.
Существует более простая конструкция арматурогиба из уголка. Необходимо 2 уголка по 80 см, с толщиной металла минимум 5 мм. Понадобятся шпильки, 3 отрезка по 10-15 см, и один 20 см.
Порядок действий следующий:
- К одному из уголков привариваем две шпильки, с помощью них мы будем крепить уголок к столу.
- Ко второму уголку привариваем на краю кусок трубки. Это будет наша подвижная часть.
- К другому концу уголка привариваем шпильку. На нее одеваем кусок трубы и навинчиваем две гайки. Это будет наша рукоятка.

Простота конструкции и мобильность, позволяет перевозить его с одного строительного объекта на другой и крепить к любому столу, станок станет отличным помощником при армировании ленточного фундамента, перекрытия и других железобетонных конструкций. Данный арматурогиб позволяет гнуть арматуру диаметром до 14 мм.
Приспособление для гнутья арматуры с подшипником
Производство станка из подшипника для гибки арматуры реализуется так:
- От квадратной трубы 40х40 мм необходимо отрезать кусок длиной 300-350 мм. В нём просверлить отверстия диаметром 12 мм под установку болтов для крепления.
- С одной стороны нужно вставить гайки и приварить к профилю, а затем сделать пропил под установку втулки для подшипников и приварить её. Важно, чтобы втулка была правильной формы без дефектов и вмятин.
- В куске профиля 40х40 мм нужно сделать пропилы для крепления втулки на амортизационный шток. К ней нужно приварить рычаг, сделанный из трубы диаметром полдюйма.
- От уголка 32х23 мм нужно отрезать кусок длиной 250 мм, после чего приварить к профилю с небольшим припуском 15 мм для надёжности конструкции. Затем нужно вставить подпор, изготовленный из стальной полоски.
- Для создания подвижного ограничителя используют стальную пластину и шпильку.
- Рычаг приваривают к основанию конструкции. После этого вставляют подшипники на свои места, и собирают станок.
Перед эксплуатацией нужно проверить работоспособность конструкции на стальных прутках диаметром до 10 мм. Только после этого можно прилагать максимальные нагрузки.
Советы и рекомендации по изготовлению арматурогиба
При изготовлении гибочного станка для арматуры своими руками важно следовать ряду советов и рекомендаций:
- Все конструкционные элементы следует подбирать с запасом прочности. Экономия на одной из деталей может повлечь ряд проблем и потребовать значительных финансовых вложений для восстановления работоспособности арматурогиба.
- Перед началом работы нужно убедиться в правильности сборки и надёжном креплении деталей.
- Рекомендуется использовать детали из легированной или инструментальной стали, так как они способны выдерживать значительные нагрузки и обеспечить максимально возможную долговечность станка.
- Важно заранее определиться с типом конструкции, чтобы она обеспечивала необходимую функциональность. Переделки в будущем сделать не во всех случаях возможно, а изготовление нескольких станков не всегда финансово выгодно.
Несмотря на кажущуюся простоту конструкцию станка, к его сборке стоит отнестись серьёзно. Детали должны быть максимально подогнанными, чтобы избежать проблем во время работы и отбраковки арматуры.
Изготовить арматурогиб своими руками можно без проблем. Его стоимость даже с учётом затраченного на создание времени и закупку материалов будет в десятки раз ниже, чем на покупку станка, изготовленного промышленным способом. Со своими задачами он будет справляться так же, но при этом, зная его конструкцию, можно без проблем его ремонтировать и обслуживать, а при необходимости даже улучшать конструкцию.
Вес одинарного, полуторного и двойного силикатного кирпича
При возведении конструкции из кирпича, чтобы были соблюдены все строительные нормы, необходимо знать некоторые параметры материала: вес, размеры и плотность. И именно масса кирпича наиболее важна, поскольку этот показатель поможет в дальнейшем рассчитать и расход сырья, и допустимую нагрузку на конструкцию.
Силикатный кирпич – самый тяжелый из всех своих «собратьев». К примеру, вес полуторного силикатного кирпича 250х120х88 может быть равен 3,7-5 кг. Но почему такой разбег по массе? Все дело в том, что современные производители при изготовлении материала ориентируются на конкретные ТУ, которые допускают некоторые расхождения. Разберемся, сколько весит силикатный кирпич с учетом его размера и формы.

Взвесим силикатный кирпич
Вес силикатного кирпича
Силикатные кирпичи, несмотря на одинаковый состав, бывают разными. По размеру они делятся на:
- одинарные,
- полуторные,
- двойные.
Также разнится и форма материала – силикатный кирпич выпускается полнотелым и с пустотами.
Вес любого материала зависит напрямую от его плотности и объема. Естественно, объем пустотелого кирпича, за счет имеющихся здесь пустот, будет в меньшую сторону отличаться от объема полнотелого. Получается, что и масса их будет отличаться. То же самое и с габаритами материала – вес двойного силикатного кирпича 250Х120Х138 будет несколько превышать вес полуторного, поскольку размеры его больше.
Так каков же вес силикатного кирпича, исходя из его размеров и формы? Представим данные в таблице (по ГОСТу 379-95):
| Размер | Вес 1 шт кирпича, кг. |
| Полнотелый | |
| одинарный | 3,7 |
| полуторный | 4,2 — 5 |
| Пустотелый | |
| одинарный | 3,2 |
| полуторный | 3,7 |
| двойной | 5,4 |
При проектировании конструкции и дальнейшем ее возведении, помимо того, что учитывается вес 1 шт силикатного кирпича, берется во внимание и объемный вес материала. Этот параметр обозначает массу 1 м 3 кирпича. Рассмотрим схему расчета объемного веса для одинарного полнотелого силикатного кирпича.
Мы знаем, что удельный вес кирпича составляет 3,7 кг, а его габариты по длине, ширине и высоте составляют соответственно – 250 мм, 120 мм и 65 мм.
Если вы приобретаете кирпич, изготовленный не по ГОСТу, то для расчетов придется самостоятельно снять мерки с одного из блоков.
Далее потребуется вычислить объем одного кирпича, перемножив его габаритные размеры:
0,25*0,12*0,065=0,00195
Теперь узнаем, сколько кирпичей в 1 м 3 :
1/0,00195= 512,82 шт≈513 шт
Итак, объемный вес одинарного силикатного кирпича 250х120х65 без пустот вычисляется так:
513*3,7=1898,1 кг≈1900 кг
Данные по остальным видам кирпича представим в таблице:
| Размер | Вес 1 шт кирпича, кг | Вес 1 м 3 кирпича, кг (Кол-во штук в 1 м 3 ) |
| Полнотелый | ||
| одинарный | 3,7 | 1900 (513) |
| полуторный | 4,2 — 5 | 1592-1895 (379) |
| Пустотелый | ||
| одинарный | 3,2 | 1640 (513) |
| полуторный | 3,7 | 1400 (379) |
| двойной | 5,4 | 1305 (242) |

Печные кирпичи классифицируются исходя, из размеров, массы и формы. Основные габариты это: высота, толщина, длина и ширина. Выделяют по форме, следующие типы.

Одним из наиболее долговечных и стойких к внешнему воздействию строительных материалов уже многие сотни лет является кирпич. Этот материал является.
Кирпич ЛЕГО выпускается нескольких типов, его размеры зависят от формовочной зоны вибрационного пресса и типа матрицы, используемой в производстве. Основные.

Щелевой кирпич используется при возведении несущих конструкций и перегородок. Материал отличается от полнотелого камня низкой теплопроводностью и небольшим.

Наряду с другими характеристиками вес кирпича имеет важное практическое значение. Он учитывается при расчете нагрузки возводимого строения на фундамент. Вес 1.
Белый силикатный кирпич. Стандартные размеры. Вес. Технические характеристики.

Оглавление:
- Состав и особенности производства
- Где применяют? Область использования силиката
- Маркировка-условные обозначения и таблица технических характеристик
- Технические характеристики
- Преимущества и недостатки силикатного кирпича
- Таблицы стандартных размеров и веса
- Нюансы упаковки и расхода силикатного кирпича
- Сколько штук в 1м2
- Как вычислить количество в кубе (1м3)
- Сколько кирпича в поддоне
- Количество строительного материала в одной пачке
- Какой кирпич лучше: силикатный или керамический?
- Чем покрасить силикатный кирпич так, чтобы краска не отвалилась
- Проверенные заводы производители со стабильным качеством продукции
Кирпич – один из старейших строительных материалов, известных человеку. За время существования, форма и технология изготовления кирпича практически не изменилась: это небольшие блоки правильной прямоугольной формы, выполненные из обожженной глины.
Однако среди разновидностей данного материала, есть «белая ворона» - силикатный кирпич. Он появился в Германии, чуть больше века назад: в 1880 году. По сути, это обычный кирпич, но он имеет белый цвет. Это вызвано добавлением в состав извести.
Состав и особенности производства

Из чего делают силикатного кирпич? Состав довольно прост. В качестве сырья используется известь, кварцевый песок и вода.
Допускается введение в исходный состав пластифицирующих добавок, которые повышают эксплуатационные характеристики готовой продукции. Компоненты смешиваются согласно требованиям ГОСТ, поэтому состав силикатного кирпича остаётся неизменным вне зависимости от производителя.
Если говорить о технологии производства, здесь соблюдаются такие этапы:
Исходные компоненты дозируются в заданной пропорции, тщательно перемешиваются до получения однородной массы.
Затем состав отправляется на формовку, где заливается в формы, проходит прессовку.
Выполняется температурная обработка в автоклавах. Для этих целей обычно используется пар, имеющий температуру чуть выше кипящей воды.
Готовая продукция проходит проверку ОТК, упаковывается и отправляется к местам реализации.
Технология производства довольно проста, однако, требует использования специального оборудования. Именно поэтому, силикатный кирпич производится только в промышленных масштабах: изготовление небольших партий оказывается нерентабельным.
Где применяют? Область использования силиката

Благодаря высоким показателям прочности и морозоустойчивости, данный строительный материал применяется практически в любом строительстве. В частности:
Жилые строения: частные дома и многоэтажки.
Складские и подсобные помещения.
Силикатный кирпич отлично зарекомендовал себя в регионах с холодными зимами. Однако имеются и некоторые ограничения по эксплуатации. Белый кирпич хорошо насыщается влагой, поэтому не рекомендован для фундаментов и обустройства подвальных помещений.
Маркировка-условные обозначения и таблица технических характеристик

При покупке силикатного кирпича нужно обращать внимание на такие обозначения:
М – заглавная литера указывает на прочность изделия, выражаемую в номинально допустимых нагрузках на 1 см2. Данное значение может варьироваться в пределах М25-М300. Отметим, что маркировка актуальна для пустотного и полнотелого кирпича.
F – это показатель морозоустойчивости, показывающий сколько циклов замораживания/оттаивания способно выдержать изделие без потери первоначальных свойств. Здесь предусмотрены значения от 15 до 100.
Технические характеристики
| Параметры и характеристики | Силикатный кирпич, полнотелый рядовой/лицевой | Силикатный кирпич, пустотелый рядовой/лицевой |
|---|---|---|
| Плотность (кг/м3) | 1600 - 1800 (М150); 1800 - 2000 (М200) | 1400 - 1500 (М150); 1500 - 1600 (М200) |
| Прочность (кг/см2) | М125 - М200 | М150 - М200 |
| Морозостойкость (цикл) | F35 - F75 | F35 - F75 |
| Теплопроводность (Вт/мС) | 0,66 - 0,87 | 0,57 - 0,82 |
| Водопоглощение (%) | 7,8 - 10 | 8 - 11 |
| Звукоизоляция (дБ): | 51 | 51 |
| Вес, (кг) | 3,6 (250х120х65); 5 (250х120х88) | 3 (250х120х65); 4 (250х120х88) |
Преимущества и недостатки силикатного кирпича

К неоспоримым преимуществам относятся такие моменты:
Доступная цена. Стоимость кладки из такого материала будет заметно ниже, чем возведение аналогичной конструкции из обычного кирпича и бетона. Это связано с тем, что технология производства подразумевает применение дешёвого и доступного сырья.
Экологическая безопасность. Готовые изделия состоят только из природных компонентов, здесь не допускается применение химически активных и токсичных веществ.
Удобство применения. При кладке допускается использование не только цементно-песчаного раствора, но и клеевых составов на полимерной основе.
Точная геометрия форм. Вне зависимости от производителя, кирпич имеет традиционную форму прямоугольника, что упрощает процесс выполнения работ.
Высокая устойчивость к нагрузкам. Благодаря этому материал с одинаковой эффективностью может применяться в частном и многоэтажном строительстве..
Отличная звукоизоляция. Стены надёжно изолируют внутренние помещения от уличного шума.
Морозоустойчивость. Материал способен выдержать до 100 циклов замораживания без потери эксплуатационных свойств.
Явными недостатками считаются:
Масса. Силикатный кирпич относится к категории тяжёлых материалов, поэтому требует прочного фундамента.
Влагозависимость. Материал отлично впитывает воду, что приводит к разрушению материала.
Теплопроводность. Даже пустотный материал не препятствует утечке тепла из внутренних помещений, поэтому стена обязательно требует дополнительного утепления.
Правильная геометрия. В некоторых случаях, это может считаться недостатком: силикатный кирпич всегда прямоугольный, нет плавных форм и доборно-декоративных элементов.
Зависимость от температурных перепадов. Длительное воздействие высоких температур либо их резкие перепады разрушают структуру кирпича. Поэтому силикатные камни не подходят для обустройства дымоходов.
Нужно отметить, что в сельской местности силикатный кирпич часто используют для выкладывания печей. Этого нельзя делать: под воздействием высокой температуры камень может мгновенно лопнуть, выпустив открытое пламя внутрь помещения.
Таблицы стандартных размеров и веса
| Вид кирпича | Длина, мм | Ширина, мм | Высота, мм |
| Одинарный | 250 | 120 | 65 |
| Полуторный | 250 | 120 | 88 |
| Двойной | 250 | 120 | 138 |
Масса напрямую зависит от габаритных размеров и структуры строительного материала.
| Размер изделия | Вес 1 кирпича в кг |
|---|---|
| Полнотелый | |
| в одинарном исполнении | 3,7-4 |
| в полуторном исполнении | 4,3- 5,3 |
| Пустотелый | |
| в одинарном исполнении | 3,1-3,3 |
| в полуторном исполнении | 3,6-3,8 |
| в двойном исполнении | 5,3-5,4 |
Нюансы упаковки и расхода силикатного кирпича

Сколько штук в 1м 2
При строительстве, важно точно рассчитать количество материала, чтобы избежать лишних расходов. Кирпичная кладка рассчитывается по двум параметрам: площадь и объём. Поэтому разберёмся, сколько кирпича уйдёт на 1 метр стены в каждом случае.
На 1 м2 кладки из силикатного кирпича может уйти разное количество материала. Здесь многое зависит от размера изделия. Например, для возведения стены толщиной в один кирпич расход материала будет следующим:
Одинарный – 204 шт.
Полуторный – 156 шт.
Двойной – 104 шт.
Если стена стандартная (2.5 кирпича), расход будет таким:
Одинарный – 255 шт.
Полуторный – 195 шт.
Двойной – 130 шт.
Как вычислить количество в кубе (1м 3 )
С вычислением объёма будет немного сложнее. В качестве примера, возьмём стандартный силикатный кирпич с размерами 250*120*65 мм. Чтобы узнать, сколько материала уйдёт на 1 м3 кладки, нужно вычислить объём одной единицы строительного материала. Для этого переводим размер в метры и перемножаем стороны.
После несложных вычислений, получим 0.00195 м3 – это объём одного кирпича. После этого, делим кубический метр на объём одного кирпича. В среднем, на 1 м3 кладки уходит 512 блоков.
Отметим, что в обоих случаях, фактический расход материала будет меньше: при расчётах нужно учитывать толщину растворного шва.
Сколько кирпича в поддоне
Заказывая кирпич нужно учитывать количество штук в упаковке. Выглядит это так:
На поддоне – в зависимости от размера, может разместиться 240-380 штук одинарного и полуторного кирпича соответственно.
Количество строительного материала в одной пачке
В пачке – стандартная форма полиэтиленовой упаковки может содержать 480-560 штук пустотелого и монолитного кирпича.
Отметим, что к упаковке материала не предъявляются специальные требования. Поэтому количество кирпича на поддонах и в пачках может меняться в зависимости от производителя.
Какой кирпич лучше: силикатный или керамический?

Чтобы чётко понимать разницу между строительным материалом, нужно провести сравнение потребительских качеств и понять отличия. Сделаем независимый анализ по нескольким пунктам:
Прочность. В этом плане силикатный вариант выглядит предпочтительнее, но как упоминалось выше, требует прочного фундамента.
Устойчивость к температурам. Силикатный кирпич начинает разрушаться при температуре, превышающей 600 градусов Цельсия, керамический может без проблем выдерживать более высокие температуры.
Морозоустойчивость. Благодаря использованию специальных добавок, для обеих категорий кирпича этот показатель составляет 100 циклов замораживания.
Теплоизоляция. Здесь выигрывает керамический материал, способный сохранить комфортную температуру в помещениях даже без дополнительного утепления стен.
Шумоизоляция. Силикатный кирпич обладает уровнем изоляции 51 Дб против 45 у керамических аналогов.
Отметим, что в плане цены выигрывает силикатный кирпич, зато ассортимент продукции выглядит привлекательным у керамики. Обе разновидности материала имеют свои привлекательные стороны, главное, найти им правильное целевое применение.
Чем покрасить силикатный кирпич так, чтобы краска не отвалилась

Данный материал всегда имеет традиционный белый цвет, что даёт широкий выбор вариантов отделки фасада. Самый простой и практичный вариант – покрыть стену снаружи гашёной известью. Этот состав помогает скрыть любые неровности и дефекты кладки, защищает стены от плесени. Однако известь может пачкаться и смываться дождём, поэтому приходится искать более надёжные варианты.
Для окрашивания наружных стен подойдут любые краски на водно-дисперсионной основе. В частности:
Силикатные – создают дополнительный защитный барьер от атмосферных явлений.
Акриловые – отличаются стойкостью, могут подвергаться сухой чистке.
Акрило-силиконовые составы – очень надёжный, но дорогостоящий материал.
Выбор краски может зависеть от размера бюджета, выделенного на строительство.
Проверенные заводы производители со стабильным качеством продукции

Чтобы материал полностью соответствовал заявленным требованиям, нужно ответственно подходить к выбору производителя. При покупке рекомендуем в первую очередь обратить внимание на продукцию таких компаний:
Голобовский кирпичный завод.
Ярославский завод силикатного кирпича.
Орловский завод силикатного кирпича.
Липецкий силикатный завод.
Казанский завод силикатных материалов.
Изделия, выпускаемые этими предприятиями, полностью соответствуют нормам ГОСТ, имеют строгую геометрическую форму, проходят контроль качества на всех этапах производства.