Порошковая краска

Содержание статьи
- Свойства
- Характеристики
- Виды
- Состав красок
- Полимеры в краске
- Применение
- Видео о правильной покраске
- Таблица областей применения
Свойства порошковой краски

Всем известны и привычны жидкие красящие вещества, в этой статье мы поговорим о порошковой краске, которая благодаря своим уникальным и высокотехнологическим свойствам, в ближайшем будущем, наверняка, займет главенствующую роль в ЛКМ, ведь это самый быстрорастущий сегмент рынка лакокрасочной промышленности во всем мире.
Впервые порошковая краска начала применяться на практике еще в 60-е годы прошлого века, постоянно развиваясь и улучшая технологию. Изначально ее концепция строилась на покрытии металлов сухими красками, которые затем расплавлялись, образуя равномерное окрашивание всего предмета. Начиналось использование с термопластических красок, однако уже несколько десятилетий им предпочитают термореактивные краски, обладающие повышенной стойкостью и долговечностью и имеющие более широкое применение.
В порошковой краске отсутствует растворитель, а это дополнительный плюс для потребителей.
Ее применение особенно для большого количества продуктов экономически выгоднее использования жидкой краски. Нанесение порошковой краски проходит с помощью электростатического способа и дальнейшего обжига, и практически не влияет на экологию окружающей среды.
Характеристики порошковой краски
Как известно, порошковая краска – это твердая многокомпонентная композиция, в которой роль дисперсной среды выполняет не растворители и вода, а воздух. Несмотря на то, что, так называемый, «сухой остаток» композиции по своему составу очень близок с составом жидкой краски их свойства имеют существенные различия. И именно воздушная дисперсная среда позволяет данному виду лакокрасочных материалов быть более эффективными, чем традиционные ЛКМ – это проявляется и в экономических, и в технических, и что не маловажно, в экологических характеристиках. Даже хранить и транспортировать такую краску намного легче, так как отпадает необходимость использования специальных герметичных емкостей с жестким фиксирующим положением.
Пленкообразующие свойства порошковой краски достигаются благодаря твёрдым частицам, входящим в её состав, а также специальным пленкообразующим смолам, отвердителям и наполнителям, которые вместе с целевыми добавками и образуют твердую дисперсную композицию. В зависимости от наличия в составе композиции специальных красящих пигментов различают системы:
- пигментированные
Порошковая пигментированная краска выше по плотности, и используется более широко как кроющее покрытие – в зависимости от цветового спектра.
- непигментированные
Их еще называют порошковым лаком – они используются для нанесения на поверхность, которая должна оставаться прозрачной, например, для лакирования пластмассовых и проводящих изделий, а также для лакирования изделий из дерева при изготовлении мебели.
 Так как дисперсная среда порошковой краски воздушная и основной компонент ее – это твердые частицы, то это существенно отличает ее от обычных жидких красок, и поэтому для таких твердых порошковых составов используют принципиально иные качественные показатели, отличные от свойств, характерных для жидких веществ.
Так как дисперсная среда порошковой краски воздушная и основной компонент ее – это твердые частицы, то это существенно отличает ее от обычных жидких красок, и поэтому для таких твердых порошковых составов используют принципиально иные качественные показатели, отличные от свойств, характерных для жидких веществ.
Главное свойство порошковой краски – это дисперсионность. Ее состав должен быть однородным, физически и химически стабильным, с оптимальным размером частиц порядка 50-100мкм., чтобы соблюсти тонкость покрытия, частицы по размеру должны быть не больше 300-330мкм.
Качественные характеристики краски также зависят и от степени сыпучести состава и его гигроскопичности. При нанесении состава на поверхность требуется придерживаться специальной методики, для того чтобы соблюсти все требования, предъявляемые к кроющим составам, и по необходимому комплексу свойств готовых материалов – по образованию эффективного покрытия, и по тонкослойности нанесения. Традиционно используемые методы, такие как обливной, погружаемый, нанесение валиками и кистями, и тому подобные, абсолютно непригодны для нанесения порошковой краски, вместо них используют технологически более современные способы, например метод струйного распыления, аэрозольный, электростатический и посредством использования кипящего слоя.
Виды порошковых красок
На сегодняшний момент производимая порошковая краска различается по следующим признакам:
- химический
- вид пленкообразователя
- назначение покрытия
Состав порошковых красок
 По химическому составу существует такие разновидности, как:
По химическому составу существует такие разновидности, как:
- Краски на термопластичной основе
В термопластичных красках отсутствуют химические превращения при нанесении – частицы материала, взаимодействуя между собой, сплавливаются, и расплав охлаждается. Пленкообразователи обладают термопластичностью и растворимостью, причем состав остается подобным исходному материалу.
- Краски на термореактивной основе
Технология термореактивных красок включает в себя химические превращения, придавая полученным покрытиям неплавкость и нерастворимость и значительно изменяя химическую составляющую. На сегодняшний день доля термореактивных красок почти 80% от всего объема.
Полимеры в порошковой краске
В зависимости от названий полимеров либо олигомеров выделяются краски с различным типом пленкообразователя. Это, например:
- эпоксидные
- полиэфирные
- поливинилхлоридные
- полиэтиленовые
В начале разработали краски с эпоксидом, и на сегодняшний момент их применяют так же активно, несмотря на наличие других видов. Они обладают отличной механической прочностью, хорошей адгезией и устойчивы к растворителю. Минус такого материала – желтизна при перегревании, она не ухудшает защитных характеристик, но портит внешний вид.
Краски на основе полиэфира не желтеют, используют их для фасадов, машин и других объектов, находящихся на открытом воздухе. Еще одним отличающим признаком является то, что они менее устойчивы к растворителю.
И что касается классификации последнего признака, то сюда входят краски для изготовления следующих покрытий:
- антифрикционные
- электроизоляционные
- атмосферостойкие
- химически-стойкие
Проводится выпуск порошковых красок любого оттенка и блеска. Они могут быть и высокоглянцевые и глубокоматовые. Существуют так же специальные краски, например:
- фасадные
- многоцветные
- противокоррозийные
- «металлик»
- молотковые
- с повышенным содержанием цинка
Применение порошковой краски
 В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
Основным ее преимуществом является то, что она может быть использована при массовом производстве изделий, так как электростатическим методом с легкостью наносится на поверхность большого количества продукции.
Используя специальные покрасочные камеры для нанесения порошковой краски, получают эстетичное и высокопрочное покрытие – таким образом окрашивают и керамические изделия, и деревянные, и изделия из стекла и металла, например, алюминия и стали, и многие другие. Экономичности этого способа нанесения добавляет и то, что излишек краски можно собрать обратно, и использовать для нанесения на следующую партию изделий.
При работе с изделиями из металла, в следствии их электропроводности, эффективен также трибостатический способ нанесения краски, при этом можно получить высококачественное покрытие на сложных узлах и деталях. Также порошковую краску успешно используют для нанесения на изделия из керамики, стекла и полимеров. Полимерное покрытие имеет самый эстетичный вид и обладает лучшим защитным слоем.
Благодаря своей высокотехнологичности и способности образовывать равномерный по всей поверхности слой покрытия, порошковая краска широко применяется во многих отраслях производства, начиная от покрытия электрооборудования, товаров для спорта, сельхозтоваров, и бытовой техники, до антикоррозионной обработки бурильных и арматурных труб и профилей, и использовании в автомобилестроении в качестве грунтовки и для обработки различных поверхностей. А возможность использования пигментов в большом цветовом ассортименте, насчитывающем свыше трехсот оттенков, делает порошковую краску еще более востребованной на рынке лакокрасочной продукции.
Порошковая краска – видео
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: – металлической мебели; – бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием – пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: – металлической мебели; – осветительного оборудования; – электронагревательных и бытовых приборов; – различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: – фасадных панелей – сельскохозяйственной техники, велосипедов – кондиционеров – других металлических изделий и конструкций, находящихся на открытом воздухе |
материалы по теме

Эпоксидные порошковые краски
Эпоксидные лакокрасочные материалы за время своего развития получили хорошую репутацию и на сегодняшний день имеют большую популярность как среди специалистов, так и среди простых людей, не каждый день сталкивающихся с ремонтными или строительными работами. Эпоксидными красками называются те краски, основным компонентом состава которых является эпоксидная смола.

Новые матовые порошковые краски на основе акриловых смол и нанодобавок
Проект научно-исследовательской работы ученых из Великобритании и Греции предусматривает разработку нового передового сырья на полимерной основе и композитных материалов, а также технологии обработки и изготовления новых порошковых красок.

Производство порошковых красок
Как уже известно, краски имеют давнюю историю, их используют широко и это приносит пользу человеку. Применение красок в быту получило широкое распространение не так давно, но люди сразу поняли, сколько полезного можно извлечь из них. Оказалось, что помимо визуального преображения окрашенная поверхность или предмет домашней утвари ещё и служат дольше!
Основные направления применения порошковой покраски




Порошковая покраска, что это такое, где применяется порошковая покраска, технология порошковой покраски

Новейшие технологии порошковой покраски значительно потеснили жидкий метод окрашивания металлических покрытий. Изделия, прошедшие такую покраску, обладают дополнительными защитными и декоративными свойствами.
Характеристики порошковой покраски позволяют применять ее в разных отраслях промышленности и сферах народного хозяйства, а усовершенствованное оборудование сделало доступным использование порошковых красок и в быту.
Содержание
- Что такое порошковая покраска
- Достоинства и недостатки порошковой покраски
- сравнительная характеристика порошковой и жидкой покраски
- возможные недостатки применения порошковой покраски
- Технологический процесс порошковой покраски и его составляющие
- этапы технологического процессавидео
- необходимое оборудование и требования к помещениювидео
- виды порошковых красок
- Порошковая покраска своими руками
- организация технологического процессавидеовидеовидеовидео
- основные меры безопасности
- Область применения порошковой покраски
Что такое порошковая покраска
Метод распыления порошковой краски на поверхность изделия был разработан в 50-х годах ХХ века. В России он активно начал применятся с 80-х годов.

Суть покраски заключается в следующем: в процессе напыления мельчайшие частицы сухой краски заряжаются электрически (электризация при трении или от внешнего источника). Окрашиваемое изделие имеет противоположный заряд, и частицы краски оседают на его поверхности.
Монолитное качественное покрытие формируется при дальнейшем нагреве изделия в специальной камере полимеризации. Порошок плавится, смачивает поверхность изделия и образует прочную пленку.
Достоинства и недостатки порошковой покраски
Сравнительная характеристика порошковой и жидкой покраски
Рассматривая два метода окрашивания, прежде всего, хочется отметить экологичность и экономичность порошковой покраски. Ведь при окраске не применяются токсичные, огнеопасные растворители, а сухая краска расходуется очень экономно (частицы, не осевшие на изделии, могут использоваться при следующем окрашивании).
Основные преимущества «порошкового» метода перед жидкой покраской:
- Физико-химические свойства покрытия (устойчивость к коррозии и перепадам температур, ударопрочность) готовых изделий, окрашенных «порошковым» методом лучше идентичных показателей при жидкой покраске.
- Порошковая покраска равномерно «ложится» на любые рельефные поверхности.

- Покраска осуществляется без предварительной грунтовки изделия.
- Достаточно нанесения одного слоя сухого вещества, тогда как для получения желаемого результата при «жидком» методе, иногда требуется многослойная покраска.
- Перекрашивание изделий из одного цвета в другой происходит легче и быстрее.
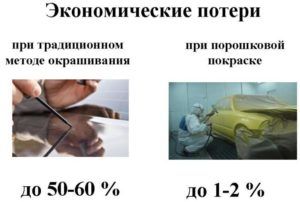
- Потери жидких материалов (красок) достигают 40%, сухих – до 4%.

- Цикл окрашивания порошковой краской гораздо меньше (около 1,5-2 часа), чем жидкой краской (требуется время для высыхания нанесенного слоя красочного материала).
- Порошковые краски не требуют специальных условий для хранения, в отличие от жидких огнеопасных материалов.
- Изделия, окрашенные сухими красками можно транспортировать и без специальной упаковки, так как на поверхности образуется прочная защитная полимерная пленка.
- Технология порошковой покраски высоко автоматизирована и не требует длительного обучения персонала.
- Окрашивание происходит без выделения химического запаха, что улучшает санитарно-гигиенические условия труда.
- Обладая неоспоримыми преимуществами, «сухая» покраска практически вытеснила из металлоиндустрии жидкую покраску.
Возможные недостатки применения порошковой покраски
Можно отметить некоторые недостатки порошкового окрашивания:

- создание определенного температурного режима для плавления порошка (150-220 градусов) не позволяет окрашивать изделия из дерева и пластика;
- достаточно крупные капиталовложения (единоразовые);
- ограниченные возможности использования оборудования (в маленькой покрасочной камере не получится окрасить крупные детали, а печь крупных размеров будет неэффективно использоваться для обработки мелких изделий);
- сложно отрегулировать нанесение краски тонким слоем;
- могут возникнуть сложности при покраске в условиях низкого температурного режима.
Технологический процесс порошковой покраски и его составляющие
Этапы технологического процесса
Процесс окрашивания изделий порошковым методом можно разбить на три основных этапа:
- Подготовка поверхности.
- Нанесение полимерных красителей.
- Закрепление покраски, путем оплавления и последующим охлаждением.
Рассмотрим каждый из этапов более подробно.
Первая стадия заключается в очищении поверхности от грязи, окислов, и ее обезжиривании (удаление смазочного материала). Если площадь изделия не большая, то чистка проводится вручную – тряпочкой, смоченной в специальном моющем средстве или уайт-спирите. Для обработки большого количества изделий существуют камеры, в которых поверхность очищается мелкой стальной дробью или песком.
Изделия, которые будут эксплуатироваться на улице, и подвергаться воздействию окружающей среды проходят фосфотирование (стальные и чугунные поверхности) или подвергаются хроматированию (алюминиевые поверхности). Эти процедуры способствуют лучшему укреплению порошковой покраски на поверхности, и увеличивают защитные свойства металла.
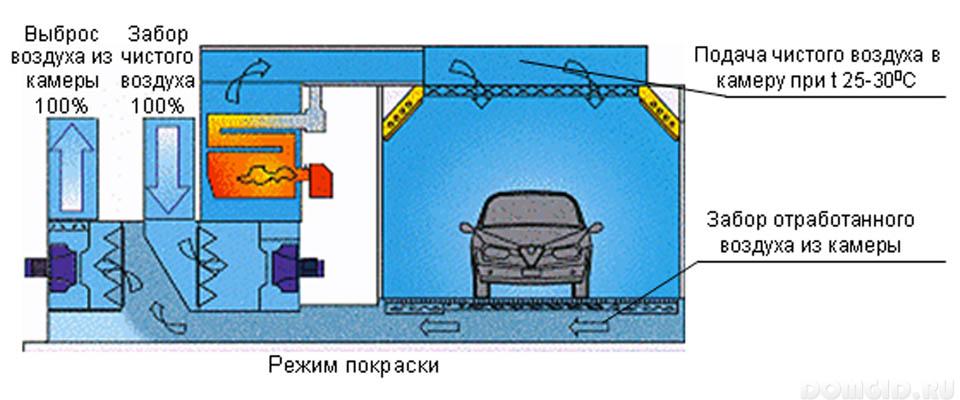
На второй стадии краска напыляется на поверхность изделия в специальной камере или с помощью ручного пульверизационного пистолета.

При окрашивании в покрасочной камере «цветной порошок» засыпают в бункер, и с помощью компрессора начинают подачу сжатого воздуха – происходит электризация частиц краски. Насос подает воздушно-порошковую краску в напылитель.
При использовании ручного пистолета цветная пудра получает электростатический заряд, и попадает в виде аэрозоля на металлическую поверхность.
Окрашиваемое изделие должно быть заземлено, что позволит заряженным частицам краски прочно удерживаться на поверхности.
Не осевшая краска улавливается системой фильтров, установленной в покрасочных камерах, и может повторно использоваться.
Третья стадия – оплавление и формирование поверхности (полимеризация). Для плавления частиц краски и закрепления их на поверхности, изделие подвергается воздействию высоких температур (до 250 градусов) в термопечи. Температурный режим и время полимеризации зависят от вида порошковой краски.

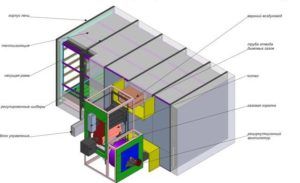
Необходимое оборудование и требования к помещению
Для выполнения всех этапов технологического процесса необходимо специальное оборудование для порошковой покраски.
Окрасочная камера – ограничивает распространение не осевших частиц краски и препятствует проникновению пыли с производственного цеха. Зачастую, камеры оснащены системой фильтрации (рукоператор), которая очищает воздух и улавливает до 98% неизрасходованной краски. Кроме того камеры могут содержать эжектор обратной подачи, контролер и вытяжной вентилятор.

Краскопульт (распылитель) может изначально входить в окрасочную камеру или приобретается отдельно. С его помощью заряжаются частицы краски, и распыляются на поверхность в виде аэрозоля.
К напылителям относятся и ручные пистолеты, которые используются как в производстве, так и в быту.

Если в камере напыления не предусмотрена подача сжатого воздуха, то потребуется компрессор, для подачи воздуха под давлением.
Сушильная камера – печь, в которой происходит оплавление, полимеризация краски. Духовые шкафы промышленного назначения бываю газовые и электрические. Большинство печей оснащены пультом управления, позволяющим устанавливать различные температурные режимы и время автоматического отключения.

Для облегчения «покрасочного» процесса дополнительно можно использовать транспортные системы перемещения изделий, промышленный пылесос (для чистки фильтров и при переходе с одного цвета на другой).
Крупные производственные предприятия используют автоматизированные линии порошковой покраски готовых изделий.
Обустроить небольшой покрасочный цех можно на территории 100-150 кв. метров. Этого будет достаточно для расположения камеры напыления, печи для полимеризации, двух складов (для изделий под покраску и готовой продукции) и участка для предварительной обработке поверхности.
Окрасочная камера должна находиться на расстоянии не менее 5 метров от возможных источников возгорания.
Виды порошковых красок

В зависимости от того, где будет использоваться окрашиваемое изделие, применяют различные виды красок. В целом, сухие краски можно разделить на две группы.
- Термопластичные (покрытие формируется только за счет сплавления частиц краски, без химических превращений). Такие краски чаще используются для покраски изделий, эксплуатируемых внутри помещений. Они выполняют декоративные, защитные и аброзивостойкие функции.
- Термореактивные (пленка формируется в результате плавления и последующей химической реакции). Порошковая покраска металла, с использование этих красок, придает поверхности материалов механическую прочность и стойкость к растворителям. Широко используется в машиностроении.
Порошковая покраска своими руками
Организация технологического процесса
Стоимость окрашивания металлических изделий довольно высокая, поэтому организация порошковой покраски своими руками поможет сэкономить финансовые средства, а качество выполнения останется на достойном уровне.
Процесс порошковой покраски в домашних условиях идентичен рассмотренным этапам в мастерской, отличие может заключаться лишь в используемом оборудовании.
Для начала, необходимо оборудовать камеру для порошковой покраски. Важно определиться с габаритами окрашиваемых материалов. Для единоразовых покрасок мелких предметов подойдет «гаражный» вариант, а для выполнения покраски предметов крупного размера (корпус автомобиля) надо обустраивать полнофункциональную камеру.
Камера для напыления должна иметь замкнутое пространство с вентиляцией, системой нагрева воздуха и качественной сетью электропитания.
Помещения для напыления краски не должно содержать пыль, поэтому надо провести тщательную уборку, оборудуя камеру в гараже и запастись мощным пылесосом с насадкой типа «циклон».
Для равномерного напыления надо приобрести качественный пистолет для порошковой покраски, который сможет обеспечить должное давление (около 5-ти атмосфер).

Изготовить пульверизационный пистолет можно самостоятельно из бытового фена.
Печь для полимеризации можно купить готовую – ассортимент их на рынке очень велик. Если есть желание сэкономить, и время поэкспериментировать – приступайте к изготовлению духового шкафа.
Важно обеспечить равномерный прогрев изделия на температуре, не больше 300 градусов.
После подготовки места и установки оборудования можно начинать покраску.
Основные меры безопасности

При окрашивании изделий необходимо придерживаться основных правил, обеспечивающих безопасность работы:
- вентиляция в напылительной камере должна работать;
- покраску желательно осуществлять в резиновых (или хлопчатобумажных) перчатках и в обуви на прорезиненной подошве;
- глаза необходимо защитить очками;
- при работе с краскопультом важно проверить заземление в помещении;
- для защиты дыхательных путей надо использовать респиратор.
Область применения порошковой покраски
Порошковое окрашивание обеспечивает равномерное, надежное покрытие без потеков и дает возможность широчайшего выбора цветов, уровня блеска и фактуры.

Прочные позиции заняла «сухая» покраска в производстве бытовых приборов (кухонных плит, стиральных и моечных машин, водонагревателей, холодильников, кондиционеров и т.д.).
Новая технология применяется при покраске кузовов и других элементов автомобилей (бамперов, дисков для колес, зеркал).

Производители велосипедов и комплектующих к ним, практически полностью перешли на порошковую покраску своей продукции.

В строительной отрасли покраска «цветным» порошком используется для покрытия стальных дверей, ворот, оконных рам и прочих металлоконструкциях.

Порошковый метод отлично зарекомендовал себя в окрашивании разных деталей промышленного, складского, торгового оборудования, а также в нефтяных скважинах и трубопроводах, где окрашенная поверхность поддается воздействию высокого давления и перепадам температур.
Порошковая покраска: состав, виды, области применения
Порошковая краска (полимерное покрытие) на сегодняшний день является продуктом, стоящим на последней ступени эволюции лакокрасочных материалов.
Области применения порошковых красок (полимерных покрытий)
Порошковые краски (полимерные покрытия) на сегодняшний день широко применимы в различных областях промышленности, в частности в сферах с/х, машиностроения, автомобилестроения, приборостроения, строительства и других областях промышленности. Также широко применимы в коммерческих направлениях, в таких как обустройство торговых точек (POS оборудование), производство мебели.
Перечень изделий, в которых требуется порошковая покраска, весьма широк и разнообразен, например:
● металлические конструкции (элементы зданий и ограждений, каркасов для мебели, элементов рекламы и т.д.);
● декоративные металлические поверхности, обязательно требующие покрытия для защиты от ржавчины (кованые изделия, столешницы,шкафы, скамейки и заборы и т.д.);
● строительные материалы (профлист, ламели, металлочерепица, фасадные элементы, оконные профили, трубы решетки, заглушки для труб, лифты, заборы и т.д.);
● запчасти для станков и оборудования (узлы, детали и т.д.);
● автомобильные детали (кабины, бампера, кронштейны, заглушки, дрежатели, диски и т.д.);
● спортивное снаряжение (велосипеды, мотоциклы и снегоходы);
● бытовая техника (стиральные машины, микроволновые печи, холодильники, кондиционеры, кухонные плиты и т.д.);
● офисная, садовая, домашняя мебель (довольно распространен стиль «Лофт»);
● фурнитура (крючки, петли, ручки, фитинги и т.д.);
● и многое другое.
Состав порошковых красок (полимерных покрытий)
Современные виды порошковых красок (полимерных составов) включают в свой состав такие элементы как специальные плёнкообразующие смолы, отвердители, красящие пигменты, наполнители и специальные добавки. Порошковая краска (полимерное покрытие) является дисперсной многокомпонентной системой, в которой роль пленкообразующей основы играют твердые частицы, разделяющиеся при помощи воздуха. Ключевым требованием, применяемым к порошковым (полимерным) материалам является возможность равномерно распределятся по обрабатываемым поверхностям, при отверждении образовывая покрытие с необходимыми свойствами.
Одним из основных преимуществ применения порошковых красок, является получение поверхностей с имитацией различных фактур/структур. Фактуры/структуры могут быть различными, под дерево, мрамор, камень.
Также в порошковой краске можно выделить несколько типов поверхностей:
● глянцевая;
● матовая;
● объемная;
● плоская.
Виды порошковых красок (полимерных покрытий)
Важно! Для каждого изделия необходимо подбирать правильный вид, состав порошковой краски, чтобы изделия прожили длительное время. Многое зависит и от поверхности изделия, на которое наносится порошковая краска – если имеется дефект материала – под порошковой краской он может быть виден и в последствии краска может “слезть”. Перед нанесением порошковой краски любое изделие требуется очистить, при необходимости поправить, после чего его можно будет отдавать в малярный отдел на покраску. Также для некоторых видов краски требуется дополнительный верхний слой лака, чтобы зафиксировать цвет и придать прочность краске.
Порошковые краски (полимерные покрытия) делятся на два основных вида по критерию пленкообразовывающих свойств:
● Термопластичные, само название говорит о том, что данные виды красок изготавливаются на основе пленкообразователя, обладающего термопластичностью. Термопластичность позволяет выполнять термическую обработку без химических изменений, поскольку частицы краски сплавляются между собой в единую консистенцию, после чего эта консистенция охлаждается, создавая пленку, которую можно растворить.
● Термореактивные, краски в которых присутствует термореактивный преобразователь. Обрабатываемое покрытие создает защитную пленку при помощи сплавления частиц состава и последующей химической реакции. Данный вид покрытий не растворим и не плавок.
Для лучшего понимания можно рассмотреть конкретные виды и типы на практике.
Порошковый состав без химической реакции:
● Порошковая краска (полимерное покрытие) на поливинилбутирале. Данная краска является электроизоляционной, бензиностойкой и абразивостойкой. Такой вид краски применяться в качестве защитной или же декоративной, например, для внутренней обработки промышленных помещений.
● Полимерная порошковая (полимерное покрытие) краска. Это краска образующая покрытие способное выдержать моющие бытовые средства, подходит как для внутренних, так и для наружных работ.
● Порошковая краска (полимерное покрытие) на полиамиде. Довольно прочная и твердая краска, устойчивая к воздействию ацетона и истирания. Данная краска хорошо подходит для эстетического покрытия наружных и внутренних работ.
● Порошковая краска (полимерное покрытие) с полиэлифином. Позволяет защитить материалы от коррозии, она также обладает идеальными электроизоляционными показателями. Данный вид краски хорошо подходит для обработки труб, проволоки, аккумуляторов, кронштейнов, тар и т.д. Основным минусов в этом случае является появление трещин и сопротивляемость к атмосферным воздействиям.
Порошковая краска (полимерное покрытие) с протекающей химической реакцией:
● Эпоксидная. Если рассматривать ее сопротивления механическим воздействиям, то она безусловно стойкая к их воздействию, прочная. Эпоксидная краска также устойчива и к растворителю, ее адразивные (сцепление с поверхностью) показатели выше средних. Эпоксидное покрытие подвержено попаданию прямых солнечных лужей и попаданию ультрафиолета, при попадании солнечных лучей ее пигмент может пожелтеть, а при воздействии ультрафиолета лицевой слой разрушается, за счет чего появляются мелкие трещинки.
● Эпоксидно-полиэфирная краска. В отличии от эпоксидной, менее подвержена воздействию ультрафиолета, к тому же отлично переносит высокую температуру.
● Полиэфирный состав. Данный вид материала хорошо подходит для наружных работ, имеет высокое сопротивление к природным факторам, иными словами не разрушается и не меняет пигмент.
● На основе полиуретана. Данное покрытие оставляет характерный для этого вида материала отблеск. Зачастую покрытия на основе полиуретана используются для деталей, которые могут быть подвержены большему износу и трению во время эксплуатации. Крайне стойкая к атмосферным явлениям, влаге и топливным составам, а также не разрушается при попадании бытовых растворителей и минеральных масел.
Заключение
На сегодняшний день порошковые краски (полимерное покрытие) являются самыми продвинутыми лакокрасочными материалами. Одним из факторов данной популярности является то, что порошковые краски (полимерные покрытия) достаточно экономичные и выгодные в использовании. Плотно прилегающий слой краски на изделиях служит не только барьером от коррозии, но и несет эстетический характер – придает красивый, декоративный внешний вид изделиям. Другим немало важным фактором является все многообразие видов, типов, свойств и параметров порошковых красок, благодаря которому потребитель сможет подобрать нужный вид и цвет, которые будут соответствовать всем необходимым характеристикам изделия, придадут ему уникальность и послужат защитой.
ЧИТАЙТЕ ТАКЖЕ

Полимерное (порошковое) покрытие – что это, оборудование и этапы окраски
Порошковая покраска – это метод получения высоко защитного полимерного покрытия с декоративными свойствами. Иными словами, порошковая покраска не только позволяет преобразить эстетически вид продукции, но и позволяет продлить службу того или иного товара, за счёт более длительной защиты материала от коррозии.
МЕТОДЫ ПРАВКИ (ВЫПРЯМЛЕНИЯ) ПРОВОЛОКИ
Как правило при крупносерийном производстве, используют проволочные бухты различного тоннажа, от 100 кг и до 1 т, делается это для создания беспрерывного производства. Поэтому зачастую, гибочное ЧПУ оборудование уже включает в себя какую-либо технологию правки проволоки. Правка проволоки представляет собой операцию по выравниванию металлического прута (проволоки, арматуры). Существуют различные методы выпрямления проволоки из бухт, наиболее востребованными являются такие технологии как:
Изготовление изделий из проволоки
Когда слышишь про изделия из проволоки, то на ум приходят обычные крючки, фиксаторы, вешалки и какие-либо другие готовые изделия. Однако, перечень изделий гораздо шире, зачастую мы даже не задумываемся из чего, то или иное изделие состоит.
Выделим основные направления, с которыми сталкивается наша компания при производстве проволочных изделий:
• Изготовление расходников для порошковой покраски;
• Изготовление комплектующих для Pos-материалов;
• Изготовление всевозможных комплектующих для готовых изделий;
• Изготовление товаров бытовых и эстетических нужд;
• Изготовление изделий строительных целей.

Виды резки металла
Технологический процесс резки на отдельные заготовки металла постоянно совершенствуется и улучшается. Его используют в различных областях производства, строительства и машиностроения.

Aisi 304 и 430 отличия
Эта статья расскажет о том, в чем отличия стали AISI 304 и 430, и почему одна дороже другой. В качестве примера будем использовать банные печи, сделанные из нержавеющей стали. К тому же вы узнаете, как отличить эти виды стали и как не купить печь из стали AISI 430 вместо изделия из настоящей качественной нержавейки. Также, стоит отметить значительную разницу в цене AISI 304 – 230 руб/кг, а AISI 430 – 147 руб/кг.
Технология процесса полимерного покрытия
Порошковая покраска (полимерное покрытие) алюминия, нержавеющей и оцинкованной стали осуществляется с целью декорирования и антикоррозийной защиты. Кто-то может удивиться, для чего красить данные виды металлов, ведь у них уже есть антикоррозийные свойства, однако, несмотря на это порошковое покрытие замечательно продливает срок жизни данных материалов под суровыми условиями эксплуатации, таких, как попадание прямых солнечных лучей, влаги, температурных перепадов и агрессивных химикатов.
Обзор и сравнение CO2- и волоконных лазеров
На сегодняшний день на рынке доступны разные виды лазерных систем, которые отличаются друг от друга в первую очередь встроенными лазерными излучателями. В основном речь идет о газовых CO₂-лазерах, волоконных лазерах и ванадатах, однако я хочу рассмотреть только CO₂- и волоконные системы. Каждый из рассматриваемых видов лазера имеет свои определенные преимущества и недостатки, а также применяется для обработки определённых материалов. Для начала сделаем своего рода обзор на каждый вид лазерной системы в отдельности, после чего сделаем сравнительную характеристику на эти 2 вида. Поскольку технология CO₂-лазеров появились первой, то с неё и начнем.
Что лучше: черняга, оцинковка или нержавейка?
Любой производитель рано или поздно сталкивается с выбором материала, оптимально подходящим под его требования и бюджет. В данной статье мы рассмотрим принципиальные отличия черной, оцинкованной и нержавеющей стали, их коррозийную стойкость (наиболее часто задаваемый вопрос) и дадим ориентировочную стоимость каждого вида металла.
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:

- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.

Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Виды, свойства и особенности нанесения порошковой краски
Порошковая краска – конечный продукт эволюции красящих материалов. Благодаря внушительному списку положительных свойств, она является достойной альтернативой традиционным лакокрасочным изделиям. Она нашла широкое применение во многих отраслях промышленности. Покрытие на базе этого вещества используется в автомобилестроении, в строительной сфере, при производстве бытовой техники и мебели. Активно применяется даже при декорировании предметов интерьера.

Почему данный материал пользуется спросом? Насколько важны его преимущества? В чем заключается высокотехнологичность данного способа окраски?
Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.

Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
От свойств пигмента напрямую зависят такие показатели качества красящего вещества, как адгезия, способность к электризации, сыпучесть.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
Физика процесса окрашивания
Частицам красящего продукта при помощи стороннего электрического поля передается заряд, противоположный заряду поверхности, предназначенной для окраски. Заряженные частицы порошка вынуждены оседать на изделии, образуя пласт малой толщины. Специальная камера напыления ловит заряженные пылинки краски, обладающие значениями напряженности электрического поля, недостаточными для прилипания к заряженной плоскости предмета, и использует их повторно для покраски.

Существует возможность повторного напыления компонентов, которые не прилипли к обрабатываемой плоскости. Порошок расходуется полностью. Это обуславливает высокий показатель экономичности данной технологии.
Далее начинается запекание напыленной поверхности. Окрашенное изделие переносится внутрь специальной камеры. Внутри печи при высокой температуре идет процесс полимеризации покрытия.
Классификация материалов
Принято классифицировать красящий материал по типу полимеров, входящих в состав. По виду основных компонентов краска может быть пригодна для применения на открытом воздухе или внутри помещений. Наиболее популярно группирование по способу образования пленки на поверхности и по методу затвердевания слоя.
Принято выделять два больших класса красок по типу пленкообразующего вещества. Термопластичные и термореактивные краски – это основные виды порошковых красок по типу пленкообразующих способностей. Они также имеют разветвленную классификацию.
Термопластичные
Термопластичные порошковые краски содержат в своем составе красящие компоненты на базе веществ, которые образуют покрытие в виде пленки благодаря плавлению элементов краски и их охлаждению. Образование слоя не сопровождается химическими реакциями. Однако пленка может раствориться при несоблюдении температурного режима. Выбор краски производится в зависимости от условий:
- Для декоративных целей используется термопластичная краска, основу которой составляет винилит. Это красящее вещество пригодно только для окраски внутри помещений, при этом его достаточно малая толщина дает хорошую защиту от влаги при комнатной температуре.
- Для наружных работ и покрытия поверхностей внутри помещений годится краска на основе поливинилхлорида. Она отличается высокой атмосферостойкостью и устойчивостью к химическим веществам.
- Высокие показатели физико-механических свойств слоя на базе полиэтилена привели к тому, что данная полимерная краска активно используется для окраски трубопроводов различного назначения.
- Полиамиды, входящие в состав полиамидной краски, имеют высокие показатели эстетической привлекательности, применяются в декоративных целях для окрашивания как внутри помещений, так и снаружи.

Термореактивные
Термореактивные порошковые краски представляют собой термореактивный пленкообразователь. Здесь составные частицы сплавляются, и идет химическая реакция. Их преимущество в том, что покрытие не плавится и не растворяется, характеризуется высокой твердостью и стойкостью к различным дефектам. Поэтому краска активно используется в машиностроении. В ее состав могут входить различные эпоксидные и полиэфирные смолы.
Порошковая краска такого типа требует строго соблюдать методику окраски. Только в этом случае можно добиться положительного результата, отвечающего всем параметрам цветостойкости и атмосфероустойчивости. Особенности краски:

- Эпоксидные вещества придают ей высокую механическую прочность и стойкость. Однако на поверхности под влиянием солнечного ультрафиолета могут образоваться существенные дефекты.
- По сравнению с эпоксидным красящим веществом, полиэфирная краска не разрушается на открытом воздухе, используется для окраски вне помещения. Отличается высокой устойчивостью цвета.
- Акрилатная основа обеспечивает высокую устойчивость к разнообразным щелочным соединениям. Насыщенность цветового пигмента сохраняется длительное время.
к содержанию ↑
Тип поверхности
Поверхность, обработанная данной краской, может получить матовый или глянцевый эффект. В состав матового красящего вещества входят чешуйчатые частицы. Различие реакционных характеристик примеси обеспечивает матовый вид. В основном применяется в машиностроении.
В составе композиции глянцевой краски присутствуют различные эпоксидные, полиэфирные пленкообразователи. Также ее основу составляет пигмент, необходимый для реализации определенного цвета.
Для глянцевой поверхности характерны высокие светоотражающие свойства, устойчивость к коррозийным процессам, что актуально для автомобилестроения.
Применение в ремонте автомобилей
На данный момент чаще всего для маскировки дефектов на автомобильных дисках используются акриловые красящие вещества. Их практичность заключается в том, что они могут продаваться в баллончиках, что очень удобно для покраски. Можно получить качественный результат, если аккуратно распылять акриловые краски небольшим слоем. Привлекательность этих баллончиков в том, что с их помощью можно получить глянцевую поверхность. Покупателям предлагается огромный выбор цвета. Существенный минус акриловых красящих материалов – они не обеспечивают восстановление сколов.

Для надежного восстановления сколов поврежденную поверхность нужно прогрунтовать. Порошковая краска имеет хорошую адгезию с прогрунтованным покрытием, то есть отлично сцепляется с ним, качественно скрывая при этом дефекты. В ассортименте есть баллончики, которые имеют разнообразную концентрацию пигмента и позволяют добиться различной глубины цвета. Они способны воссоздать глянцевую поверхность.
Этапы работы
Базовая основа работ по окрашиванию металлических поверхностей включает три этапа:
- Для начала металлические части, которые подвергаются окраске, следует подготовить, удалив все загрязнения. Для улучшения адгезии поверхность нуждается в обезжиривании.
- В камере напыление наносится тонким пластом.
- На заключительной стадии образуется пленка.
Достоинства применения
Основные преимущественные качества красящего материала на основе порошка следующие:
- создание прочной и качественной поверхности;
- безвредность для человека и природы;
- доступность по цене;
- экономичность;
- ровная толщина пластов краски;
- высокая скорость застывания;
- высокая прочность краски малой толщины.
На долю поверхностей, окрашенных высокотехнологичной низкотемпературной краской, приходится около одной шестой части всей покраски. Но сейчас, благодаря развитию технологий, наблюдается тенденция неуклонного увеличения этой цифры в пользу красок на основе порошка.
Особенности порошковых красок
Порошковая краска позволяет окрашивать металлические предметы, допускающие термообработку. Это прекрасный аналог жидким красителям. Активно применяют в автомобилестроении, в производственной сфере, в производстве бытовой техники.
Характеристика и области применения порошковой полимерной краски
Основные характеристики порошковых красителей, отличаются от привычных лакокрасочных материалов:
- Не требует герметичной тары, упаковки;
- Не нужно создавать условия для транспортировки. По составу выделяют два вида красок:
- Пигментированные – обладает вышей плотностью.
- Непигментированные – отсутствие в составе пигмента, позволит замещать лак. Применяют в производстве мебели. Им покрывают изделия из древесины.
Сфера применения широкая: бытовая техника, спортивный инвентарь, ремонт автомобилей, указатели и знаки ДД, мебельное производство, предметы для дизайна интерьера, батареи и т.д.

Плюсы и минусы порошковой покраски
Какими положительными сторонами обладает порошковая краска? Во-первых, создает качественную поверхность. Во-вторых, не наносит вред человеку и природе. В — третьих, низкая, адекватная стоимость, экономичность. В — четвертых, ровная толщина краски на изделии. В – пятых быстро высыхает.
Внимание! Главный плюс– отсутствие растворителя.
Одним из недостатков покраски — необходимость отдельного сосуда для каждого цвета. Если предмет имеет нестандартную форму, возникает сложность окрашивания. Нет возможности смешивать цвета. Используют только заводские цвета. Тонкий слой на изделие нанести сложно. В случае появления дефекта, локально его не устранить.
Существующие способы наложения
Есть несколько методов наложения нового слоя на изделие. С помощью краскопульта, порошок распыляется по поверхности. Действие происходит под воздействием потока воздуха. Насколько качественным получился слой, можно увидеть после дополнительной термической обработки.
Электростатическое напыление. Частички краски прилипаю к поверхности с помощью электростатистического напряжения. После процедуры окрашивания, высыхание станет происходить исключительно в естественных условиях. При соблюдении температурного режима.
Специальный пистолет со встроенной пропановой грелкой, упрощает процесс работы. Порошок на поверхность попадет уже в полужидком состоянии. Метод позволит распределить краситель тонким слоем.
Разновидность порошковой окраски
Все лакокрасочные материалы разделяют по составу на три больших вида, которые активно применяют в промышленности. В основе классификации лежит химический состав. Каждый вид обладает положительными и негативными сторонами, применяются они для определенных видов работ.
Эпоксидные порошковые покрытия
Покрытие применяют для изделий из металла. Покрытия обладают высокой стойкостью к химическим веществам, маслу, топливу. Грунтовать поверхность перед нанесением не надо. Сами эпоксидные вещества могут служить грунтовкой. Не является электрическим проводником. Рекомендуется для получения декоративного покрытия и защиты от коррозии предметов, используемых внутри помещений, например: светильники, металлическая мебель, а так же для защиты изделий подвергающихся жесткому химическому воздействию.

Эпоксидно-полиэфирные порошковые краски
Выделяются более декоративными свойствами. Они позволят получить различную текстуру от текстурной кожи до состаренной поверхности. Преимущество: широкая палитра оттенков для металлика. Степень блеска разная. Недостатки: низкая устойчивость к внешним воздействиям. Сфера применения: бытовая техника, алюминиевые изделия, оборудование для офиса и учебы, металлическая посуда и мебель, персональные компьютеры и многое другое. Устойчивость к механическим воздействиям соответствует эпоксидным.
Полиэфирные порошковые краски
Обладают высокой стойкостью к внешним механическим воздействиям. Высокая степень защиты к истиранию. Входящие в состав вещества, позволят расширить область применения . Наносить можно на любую разновидность металла. Вплоть до легких сплавов. Является отличным изолятором электричества. При взаимодействии со щелочью, слой разрушается. Выдерживает ультрафиолетовое излучение и атмосферное воздействие. Применяют для окрашивания фасадов зданий, которые находятся постоянно под открытом солнцем и подвержены атмосферному воздействию.
Текстуры порошковых красок
Порошковые покрытия способны создавать эффекты разных текстурных поверхностей. Ряд производителей разработали собственные составы. Покупателям они представляют свои собственные разработки текстурные покрытия.
Шагрень
Тип поверхности, получаемый при порошковой покраске, характеризуется крупной текстурой. Внешне похож на «апельсиновую корку».Хорошо скрывает дефекты поверхности, обладает высокой износостойкостью.
Антик
Антик — это тип структурной поверхности порошкового покрытия, который является имитацией старинных медных, бронзовых, серебряных, золотых покрытий. Внешний вид изделий напоминает дух старины. Он несет в себе историю прошлых событий. В целом, изделие напоминает старинное покрытие. Отличная имитация антиквариата. Обладает устойчивостью к внешним механическим воздействиям.
Гладкий
Тип поверхности, который получается при окрашивании данной текстурой – классический гладкий. Поверхность перед нанесением должна быть идеально ровной. Заранее ее стоит подготовить.
Крокодил
Эффект «Кожа крокодила» — декоративная текстура поверхности покрытия. Придаст готовым изделиям объем и стиль. Краска имеет хорошие параметры устойчивости. Применяют в покраске предметов, находящихся как внутри, так и снаружи помещений. Обладают высокой степенью устойчивости к стиранию и старению под воздействием ультрафиолетовых солнечных лучей.

Удаление порошкового покрытия
Удаление порошкового покрытия требует немало времени, усилий. Применение инструментов для механического удаления не помогут. В состав данных лакокрасочных материалов входят те химические вещества, которые и станут обеспечивать прочность высохшего покрытия.
Внимание! Для удаления порошкового покрытия применяют пескоструйную очистку, химические препараты, обжигание материала.
Пескоструйная очистка
Суть метода в отслоении слоя. Как это происходит. На поверхность направляется струя воздуха с абразивным песком. Под таким воздействием отслаивается не только слой краски, но и ржавчина. Метод требует много времени. За 1 минуту можно обработать качественно 10-12 квадратных сантиметров.
Большой недостаток – высокая цена оборудования. Для работы на оборудовании специалисту необходимо обладать определенным набором умений. При обработке мелких и хрупких деталей, необходимо быть осторожным. Струя воздуха с абразивным песком, может снести такие детали.
Перекраска в другой цвет
Поверх имеющегося порошкового покрытия перекрашивать можно. Если хотите перекрасить в другой цвет, чтобы скрыть дефект прежнего покрытия, то можно просто перекрасить. Надо понимать, что перекрашивая фактуру шагрень, гладкая поверхность не получится. Получится шагрень, только более сглаженная.
Смывка порошковой краски
Смывку можно сделать специальными химическими растворами. Его наносят на поверхность. Слой становится мягким. Металлическим шпателем легко удаляется. Используется для удаления слоя нанесенного менее года. Удалить краску, нанесенную более двух лет намного сложнее.
Порошковая покраска и её технология
Содержание
- 1 Немного об истории порошковой покраски
- 2 Вот одни из преимуществ и недостатков порошковой покраски
- 3 Технология порошковой покраски
- 4 Методы порошковой покраски
- 5 Область применения порошковых красок
- 6 Примечание
- 7 Вклад участников
Немного об истории порошковой покраски
60-е годы ХХ века считаются рождением порошковой покраски. В это же время был разработан и применен электростатический способ их распыления. На появление электростатического распыления были свои причины: экономические факторы, охрана окружающей среды, а также необходимость улучшения качества покрытий. Порошковые краски появились не только для того чтобы изделия имели привлекательный внешний вид, обеспечить качество и долговечность окрашиваемых поверхностей, но и для того чтобы снизить цену на покраску и вред для окружающей среды.

Вот одни из преимуществ и недостатков порошковой покраски
Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды.
В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика.
Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур.
Порошковая краска и её экономические преимущества:
• Низкий процент отходов;
• На рабочую поверхность наносится до 96% краски;
• При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению;
• Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски.
• Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров.
Порошковая краска и экология:
• Отсутствуют вредные органические соединения;
• Экологически чистая технология производства;
• Низкая опасность возгорания;
• Снижены выделения химических запахов;
• Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски;
• В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются.
Преимущества порошковых красок в сравнении с красками на растворителях:
• При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий;
• Лучшие эксплуатационные свойства, высокое качество покрытий;
• Нет необходимости в грунтовки поверхностей;
• Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают;
• В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии;
• Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости;
• Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45%
• Отвердевание порошковых красок составляет 30 минут;
• Порошковая краска не занимает много места, поэтому не требует больших складских помещений;
• Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку.
Возможные недостатки:
• При смене цвета, требуется чистый контейнер;
• Для предотвращения взрыва требуется чёткий контроль процесса покраски;
• Возникновения трудностей окрашивания очень тонких слоев;
• При низких температурах, также возникают трудности в покраске;
• При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске.
Технология порошковой покраски
Есть три основных этапа технологии порошковой покраски:
1. Обезжиривание и удаление грязи с поверхности окрашиваемых изделий;
2. В камере напыления происходит нанесение порошковой краски.
3. В печи полемиризации происходит оплавление и полимерезация. Затем формируется пленка покрытия и охлаждение и отвержение покрашенной поверхности.
Лучше всего подготавливать и красить изделия на транспортной системе. На транспортной системе окрашенные изделия легко ездят от камеры напыления до печи полимеризации и наоборот. Также на транспортной системе проще подготавливать окрашиваемые поверхности к покраски. Каретки в транспортной системе легко передвигаются по рельсам. Производительность работы увеличивается, за счёт непрерывного процесса окраски на транспортной системе.
В начале процесса порошковой окраски производится подвес частей на транспортную систему. Рабочие должны понимать какие поверхности подлежат покраски, в каких местах можно сверлить технологические отверстия для подвеса деталей и как минимизировать затраты на время покраски труда и самой краски. Например, крася фасадную декоративную крышку, её можно подвешивать друг к другу тыльными сторонами, что обеспечивает меньший объем, занимаемый в печи, меньшее количество краски, т.к. краска, напыляемая с одной стороны будет попадать на другую сторону и соответственно лучшей прокрас изделия.

Затем окрашиваемые изделия подвергаются обжигу. Для этого они загоняются в специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.

Следующей этап размещение конструкций в камере напыления, где порошковая краска под действием сжатого воздуха и электрического распылителя наносится на окрашиваемую поверхность. Электрический заряд частички краски приобретают в распылители. За счёт этого частицы краски притягиваются к окрашиваемой поверхности и равномерно распределяются по ней.

Затем окрашиваемые детали с нанесённым слоем краски помещаются в печь полимеризации на 20 минут. Температура в печи составляет от 180 до 220 градусов, все зависит от производителя краски. Формирование поверхности происходит за счёт оплавления и закрепления на окрашиваемой поверхности. После формирование пленки покрытия детали охлаждаются и снимаются с кареток.


Самый продолжительный и трудоемкий процесс это предварительная обработка поверхности. Часто ему уделяют мало внимания, однако именно на этом этапе достигаются необходимые условия для получения качественного покрытия. При предварительной обработки обеспечивается стойкость, эластичность, долговечность покрытия, оптимальное сцепление порошковой краски с поверхностью и улучшение антикоррозийных свойств. Во первых детали нужно зачистить и обезжирить. Это достигается механическим или химическими средствами. При механической очистке используются шлеф-машины, наждачка или пескоструйные насосы, также при маленьких размерах поверхности или уже окрашенных поверхностей возможна их протирка чистой тканью, смоченной в растворителе или Уайт-спирите. Другой способ – химическая очистка, применяются щелочные, кислотные или нейтральные вещества, а также растворители. Химическая очистка в основном используется на заводах в специальных ваннах. При химической обработке детали погружаются в специальные ванны с раствором или обрабатываются струйным способом (раствор под давлением подаётся через технологические отверстия). В данном случае эффективность обработки значительно выше, поскольку деталь подвергается механическому воздействию и осуществляется поступление чистого раствора к поверхности непрерывно. После обжига детали охлаждаются естественным путём. Затем при помощи транспортной системы они подаются в красильную камеру, где и происходит нанесение порошковой краски. В камере не осевшая краска собирается для дальнейшей утилизации, либо для повторного использования. Камера оснащена системой фильтров, а также системами циклонов. Камеры бывают проходные либо тупиковые. Тупиковые камеры служат для окрашивания малогабаритных изделий, проходные – хороши в использование для покраски длинномерных изделий. На заводах широко применяются автоматические камеры напыления, в них краска наносится очень быстро с помощью пистолетов-манипуляторов.
Электростатическое напыление является самым распространенным способом нанесением порошковой краски. На заземленное изделие с помощью пульверизатора подаются электростатический заряженный порошок. Распылители сочетают в себе различные режимы:
Напряжение распространяется как вниз, так и верх. Регулируется сила факела (потока) краски и скорость её выхода. Меняется расстояние от факела до окрашиваемых поверхностей. Порошковая краска засыпается в бочок. Через перегородку бочка под давлением подается воздух, краска «закипает». Затем аэровзвесь из контейнера подаётся при помощи воздушного насоса (эжектора), разбавляется воздухом для низкой концентрации и подается в распылитель, где эта смесь за счет трения, приобретает электростатический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения. Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом – в результате их трения о стенки турбины напылителя. Заключительная стадия окрашивания происходит в печи плавление и полимеризации. Краска оплавляется и полимеризуется при температуре 180-220 °С в течение 20-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, к печи, является поддержание постоянной температуры (разброс температур в печи недолжен, превышать 5 градусов) для равномерного прогрева изделия. При нагреве в печи изделия с нанесенным слоем краски расплавляются, переходят в вязкое состояние и образуют непрерывную пленку, при этом вытесняя воздух, находящийся в слое порошковой краски. Часть воздуха все-таки остаётся в пленке, образовывая поры, что ухудшает качество покрытия. Для предотвращения появления пор покраску следует проводить при более высокой температуре, чем температура плавления краски где-то на 10-20 градусов выше, а слой краски должен быть более тонким. Для покраски больших металлических изделий, с толстостенными перегородками необходимо увеличивать время прогрева в печи, для лучшей полимеризации и адгезии.
Методы порошковой покраски
Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).

Электростатическое распыление – наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).

Область применения порошковых красок
Порошковая покраска – это экологически чистая безотходная технология для получения высококачественных защитных и защитно-декоративных покрытий. Покрытия формируют из полимерных порошков, которые наносятся на поверхность изделия за счёт электростатического напыления. Такие покрытия, очень прочные и долговечные. Данный метод идеален для окраски кованых изделий, алюминиевых профилей и оцинкованных поверхностей.
Область применения порошковых красок постоянно расширяется. Они широко применяются в строительстве, в сельскохозяйственном машиностроении и приборостроении, автомобилестроении и других областях промышленности для окраски:
• Металлические конструкции и алюминиевые профиля (двери, фасады и алюминиевые окна);
• спортивный инвентарь (велосипеды, мотоциклы и снегоходы);
• медицинской техники (кровати, стулья, столы);
• кровельных материалов (металлические кровли, водостоки);
• бытовой техники (корпуса холодильников, стиральные машины, компьютеры)
• неметаллических изделий (предметы из гипса, керамики, стекла) и т.д.




")
