Виды оцинкованных труб для дымохода, их преимущества и правила установки
При монтаже автономной отопительной системы, использующей в качестве сырья твердое топливо, особое внимание необходимо уделять дымоходу. Перед работой необходимо рассмотреть все виды дымоходов и устройство каждого из них. Подробное изучение данных конструкций позволит выбрать оптимальный вариант труб, необходимый для обустройства дымохода. Очень часто в качестве материала используются трубы из оцинковки для дымохода, о которых и пойдет речь в данной статье.

Необходимость оцинкованных труб для дымохода
На протяжении долгих лет для отвода продуктов сгорания из источников тепла использовались дымохода из кирпича и камня. На сегодняшний день они используются гораздо реже, ведь им на смену пришли более современные и практичные материалы, среди которых и оцинкованный металл.
Трубы из оцинковки достаточно распространены и часто применяются ввиду своих положительных качеств. Конструкция дымоходов из оцинкованных труб достаточно проста – с одной стороны труба расширена, а с другой – заужена, поэтому смонтировать данный элемент системы можно без особых проблем. Кроме того, при желании можно приобрести цельную конструкцию, и ее не потребуется даже собирать из отдельных деталей.

Благодаря слою цинка, которым покрыт металл трубы, удается достичь предельной степени защиты дымохода от коррозии, тем самым серьезно продлевая срок его службы. Металл активно разрушается из-за ржавчины, которая возникает при попадании на материал воды и кислорода. Влага появляется в дымоходе не случайно – она конденсируется на участках конструкции, не имеющих утепления. Когда топливо сгорает, в трубе возникает окисел железа, который разрастается, постепенно проникая все глубже в металл.
Для предотвращения описанного выше эффекта необходимо использовать в дымоходах материалы, не поддающиеся воздействию коррозии. Хорошим примером надежной защиты от коррозионного воздействия является металл, покрытый тонким слоем цинка. Такой материал называется оцинкованным, а процесс обработки изделий цинком – оцинкование.
Нанесение цинка
Оцинкование можно проводить только на производственной линии. Для этого стальная заготовка опускается в специальный состав, позволяющий металлу соединиться с ионами цинка. Полученный в итоге слой защиты имеет достаточно характерный внешний вид – если посмотреть на оцинкованную трубу при хорошем освещении, можно заметить нечто похожее на кристаллические разводы.
Конечно, толщина цинкового слоя очень мала, поэтому со временем он начинает терять визуальные качества и защитные свойства. Тем не менее, само наличие цинкового покрытия обеспечивает качественную защиту трубы дымохода от повреждений и основательно продлевает срок эксплуатации всей системы.
Дымоходы из оцинкованных труб имеют явное преимущество перед конструкциями, выполненными из других материалов. Например, при выводе продуктов сгорания через канал, выполненный из кирпича, возникает две серьезных проблемы – большое количество сажи, из-за которого дымоход приходится регулярно чистить, и большие габариты конструкции вкупе с большим весом. Дымоходная оцинкованная труба данных недостатков лишена – проходящий по каналу газ наслаивается на внутренней поверхности трубы очень медленно.

Наслоение сажи – это серьезная проблема для любого дымохода, особенно при наличии охлаждающегося пара, образующего конденсат. Стекающая по стенкам конструкции влага создает небольшие неровности на поверхности трубы, из-за чего она становится восприимчивой к налипанию осадков, напрямую ведущему к снижению тяги. В конечном итоге вывод через оцинкованные трубы газа в атмосферу прекратится, что может привести к негативным последствиям.
Регулярная прочистка дымохода позволяет устранить последствия проблемы, но не ее причины. Дело в том, что конденсат будет возникать постоянно, и труба постепенно придет в негодность. Хорошим решением будет печная оцинкованная труба, оборудованная специальным клапаном, позволяющим устранять лишнюю влагу из канала. Кроме того, можно воспользоваться и пассивными способами защиты конструкции от коррозии – утеплить дымоход по всей его длине и использовать в конструкции материалы, которые не подвержены ржавчине.
Преимущества дымохода из оцинковки
Цинковая защита автоматически превращает обычную металлическую трубу в надежный и качественный материал, способный очень долго сопротивляться коррозии. Дымоходы из оцинкованных труб используются в самых разных эксплуатационных условиях – автономные отопительные системы и камины, маленькие дачные домики, бани и сауны.
Сырьем, которое используется в качестве исходного при производстве оцинкованных труб, является обычная листовая сталь, имеющая подходящие показатели гибкости. На первый взгляд может показаться, что это жестяное изделие, но это впечатление обманчиво – должным образом обработанный металл имеет совершенно иные характеристики.

Оцинкованная труба для дымохода имеет в своем активе немало достоинств:
- Надежная защита трубы от коррозии и различных кислот;
- Быстрый прогрев системы и стабильная тяга;
- Простой и быстрый монтаж модульного дымохода, достигаемый за счет особой схемы соединения труб;
- Простота конструкции, позволяющая собрать дымоход самостоятельно;
- Универсальность, благодаря которой можно подключать дымоход к самым разным источникам тепла;
- Простота ремонта – поврежденная деталь легко заменяется новой без полной разборки дымохода;
- Пожаробезопасность (правда, для ее достижения нужно при монтаже следить за отсутствием непосредственного контакта дымохода с горючими материалами).
Также стоит добавить, что оцинкованные дымоходы на порядок удобнее традиционных кирпичных конструкций. При необходимости дымоотвод из оцинковки можно установить даже после того, как было построено здание, или же смонтировать его в легкой пристройке, вообще не имеющей отопления.
Дымоход обычно выводится на крышу или в стену здания. В последнем случае дымоход необходимо утеплять, чтобы не столкнуться с неприятностями при эксплуатации.
Виды оцинкованных дымоходов и комплектующие
Существует два вида труб, используемых для обустройства дымохода:
- Одноконтурные;
- Двухконтурные.
Одноконтурные оцинкованные трубы применяются в жилых зданиях или кирпичных дымоотводных каналах. Одноконтурным трубам не требуется дополнительный слой теплоизоляции (прочитайте также: “Как сделать теплоизоляцию дымовых труб и что при этом использовать”).
В комплекте с таким дымоходом должны идти следующие элементы:
- Тройники;
- Переходники;
- Муфты;
- Ревизионные лючки;
- Клапан для устранения влаги;
- Опоры для установки конструкции возле вертикальных поверхностей.

Простые системы с успехом используются в зданиях, которые эксплуатируются только летом (дачные бани или небольшие домики). Сборка одноконтурного дымохода достаточно проста и вполне по силам хорошему хозяину, но готовая конструкция имеет серьезный минус – слишком высокий уровень конденсата.
Оцинкованные трубы часто применяются для модификации старых дымоотводных каналов, выполненных из кирпича. Правильный монтаж труб позволяет замедлить кладку от деформации и облегчить работу дымохода, отталкивая немалую часть оседающей на стенках трубы сажи.
Одноконтурная оцинкованная газовая труба не подходит для тех вариантов систем, которые выходят в атмосферу без утепления – это чревато быстрым разрушением трубы вследствие активного появления влаги и долгим прогревом в зимнее время. Такая конструкция может применяться разве что временно – например, при постройке нового дома, который нужно хоть как-то отапливать, а серьезные решения пока невозможно реализовать.
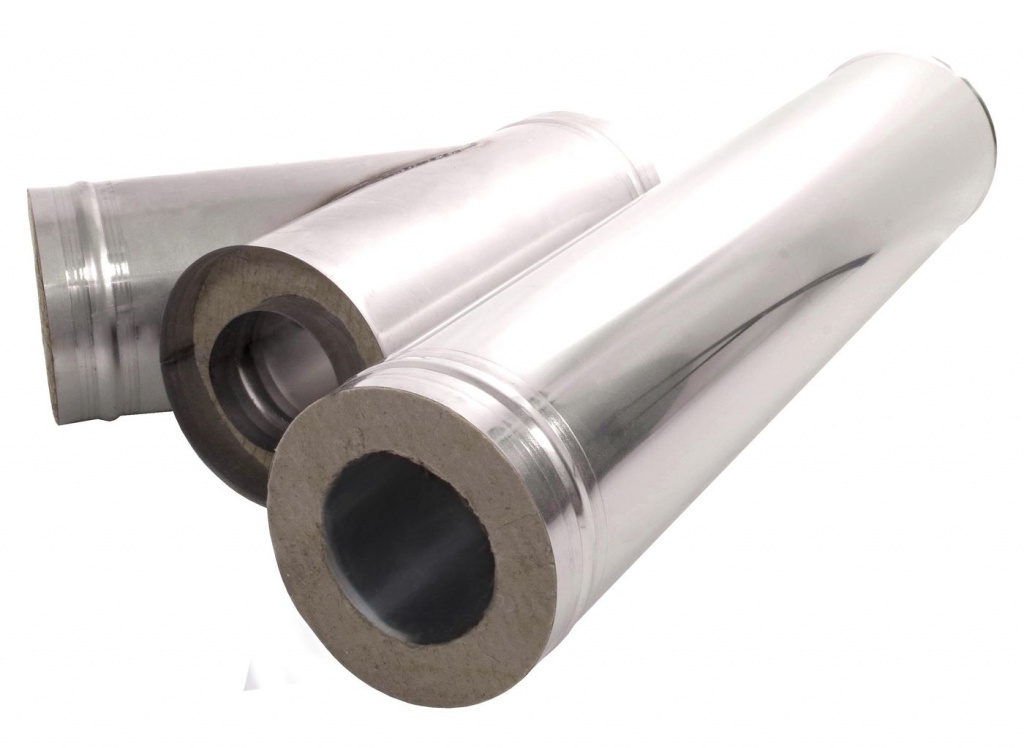
Двухконтурные оцинкованные трубы отличаются от предыдущего вида универсальностью и более долгим сроком службы. Такая труба фактически включает в себя сразу два контура, между которыми находится прослойка – в результате получаются сэндвич трубы из оцинковки для дымохода (прочитайте также: “Установка сэндвич трубы для бани в качестве дымохода”). Для производства двухконтурных труб применяется нержавеющая сталь и оцинковка. Изделия из оцинковки обходятся дешевле, но за экономию придется платить меньшим сроком службы по сравнению с дымоходами из нержавейки.

Цинком обычно покрывается только внешняя часть трубы. На внутренней поверхности, расположенной вплотную к базальтовому утеплителю, никакого покрытия нет. Тем не менее, дымоход в результате защищен с обеих сторон – основная нагрузка приходится на внутреннюю трубу, поэтому она соответствующим образом усилена, и на вопросы о том, можно ли использовать оцинкованную трубу для дымохода, можно дать однозначный ответ. Читайте также: “Сэндвич труба – особенности конструкции и монтажа в дымоход”.
Дымоходы из двухконтурных оцинкованных труб, помимо высоких эксплуатационных характеристик, имеют хорошие визуальные качества, которые достигаются за счет специального напыления, используемого для обработки большинства металлических деталей.
Двухконтурные дымоходы имеют несколько преимуществ:
- Высокая надежность;
- Повышение эффективности отопительного оборудования;
- Защищенность от появления конденсата;
- Возможность работать при температуре вплоть до 450 градусов;
- Эстетическая привлекательность.
Заключение
Подбирая дымоход или необходимые для его монтажа элементы, нужно учитывать диаметр труб, чтобы конструкцию можно было легко собрать. Кроме того, при выборе конструкции необходимо рассмотреть все ее характеристики и учесть их при монтаже. Правильно установленная печная труба из оцинковки будет качественно выполнять возложенные на него функции.
Трубы для дымохода из оцинковки: особенности одноконтурных и двухконтурных систем
30.10.2017
2670
Печник (Москва)
Трубы для дымоходов из оцинковки – это более современная вариация, способная заменить собой системы старого образца, выложенные из кирпича и камня. Такие модульные вытяжные механизмы, в основе которых лежит сталь и металл, имеют небольшую массу, не требуют возведения дополнительного фундамента, а по своим характеристикам и эксплуатационным особенностям значительно превосходят стандартные кирпичные трубы. Подробней ознакомиться с основными разновидностями таких вытяжек, их преимуществами и недостатками можно далее, а также из видео в этой статье.

Плюсы и минусы
Трубы из оцинковки для дымохода, также как и любые другие установки и продукты имеют свои преимущества и недостатки, подробней узнать о которых вы сможете из представленной ниже таблицы:
В чём заключаются достоинства
Описания и пояснения
Высокий уровень безопасности

Оцинкованная труба для дымохода схожа по своим характеристикам с изделиями, выполненными из нержавейки. Такие устройства отличаются высокой степенью огнеупорности и в полной мере отвечают всем необходимым требованиям со стороны пожарной безопасности.
Высокая скорость нагрева

За счёт своих уникальных характеристик и лежащего в основе материала, конструкция достаточно быстро разогревается и тем самым помещение хорошо, равномерно и интенсивно протапливается.
Также за счёт возможности быстрого нагрева, тяговый механизм работае6т на полную мощность и без перебоев, которые чаще всего возникают именно в кирпичных трубах, для прогрева которых требуется достаточно продолжительное время.

Труба для дымохода из оцинковки одинаково хорошо подходит для установки как в твёрдотопливных, котлах, так и в газовых.
За счёт своих небольших габаритов, для установки и размещения понадобится немного свободного пространства. Тем самым такие изделия подходят для помещений с различным метражом (рекомендуется от 20 квадратных метров).

На рынке и в специализированных магазинах вы можете купить различную фурнитуру и детали для сборки дымохода любого уровня сложности. Таким образом, вы сможете собрать как одностенную, так и двустенную установку. Для наружного монтажа необходимо покупать детали с теплоизоляционным слоем.

Дымоход из оцинкованной стали в отличие от своего кирпичного аналога более устойчив к различным образованиям. На его поверхности образуется небольшое количество конденсата, который не воздействует разрушающим образом на установку.
Однако к недостаткам такой вариации относят худшую переносимость при воздействии кислот и щелочей. Возможно образование ржавчин и коррозий. В этом плане лучшими являются трубы, изготовленные из нержавейки.

Труба оцинкованная дымоходная за счёт гладкого внутреннего слоя не позволяет образовываться большому количеству сажи.
Выводы: исходя из информации, полученной из таблицы, следует отметить что, оцинкованные дымоходы существенно превосходят по своему качеству, эффективности и долговечности кирпичным конструкциям. Однако при этом они уступают аналогам, изготовленным из нержавеющей стали. Но цена на оцинкованные элементы ниже в несколько раз.

Минимальный срок эксплуатации

Переходник, выполненный из оцинкованной стали
Трубы со слоем утеплителя
Интересно знать: дымоходные трубы из оцинковки изготавливаются из металла. Однако для того чтобы они хорошо переносили воздействие агрессивных сред на них и наносится специальный защитный слой оцинковки. На производстве тонколистовая сталь погружается в предварительно расплавленный цинк. Так, наносимый слой получается одной толщины и распределяется очень равномерно по всей поверхности (производится сцепление двух элементов на молекулярном уровне). Срок эксплуатации таких систем составляет от 10 и более лет. Для того чтобы максимально возможно повысить качество и долговечность такой системы, за основу берётся исключительно холоднокатаная углеродистая стали (ГОСТ 14918-80).
Системы состоящие из одного контура
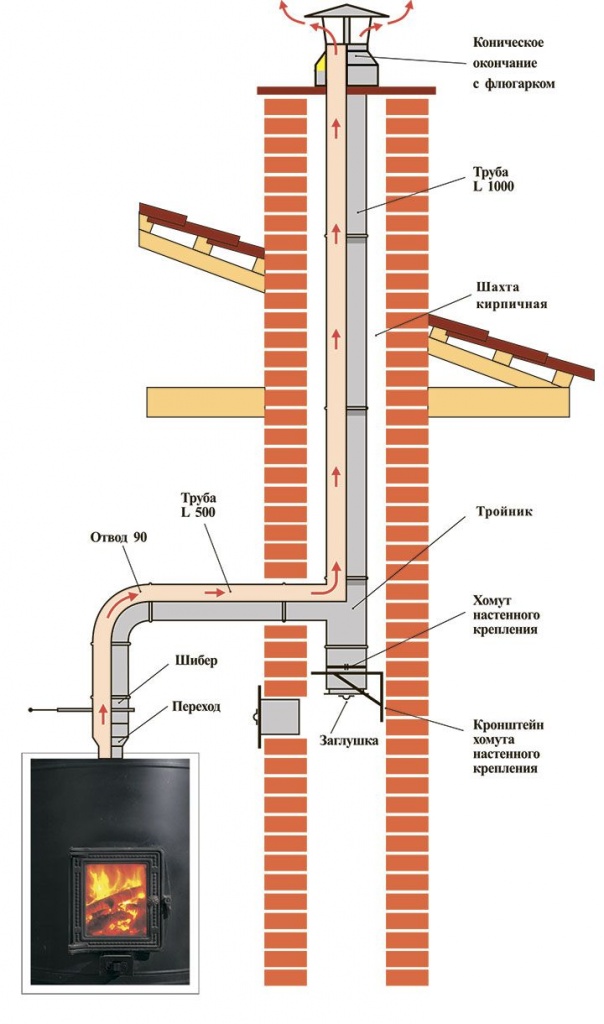
Оцинкованный дымоход может относиться к категории одноконтурных, исходя из чего имеет следующие отличительные и характерные особенности:
- В основе такой установки могут лежать различные тройники, отводы и шиберы;
- Данная вариация устанавливается исключительно внутри помещений, а также может стать дополнением к уже проложенной кирпичной трубе (вставляется вовнутрь);
- Дымоход из оцинковки своими руками не рекомендуется устанавливать и подключать к отопительному оборудованию, имеющему высокую мощность, КПД и низкую температуру в самой трубе (таких условиях образуется большое количество конденсата);
- Утеплённые вытяжки обеспечивают более быстрый нагрев, тем самым температура отводимых газов не позволяет образовываться и накапливаться конденсату (минимальная потеря тепловой энергии и стабилизация работы тягового механизма);
- Труба оцинковка для дымохода состоящая из одного контура может использоваться для проведения ремонтный работ. Это позволит при необходимости и нарушении целостности кирпичной конструкции не выполнять её полный демонтаж, а просто вставить предварительно подготовленные элементы определённого диаметра вовнутрь (в целях повышения КПД и эффективности между трубой и кирпичным коробом прокладывается слой минеральной ваты).

Фурнитура и комплектующие

Установка одноконтурного дымохода
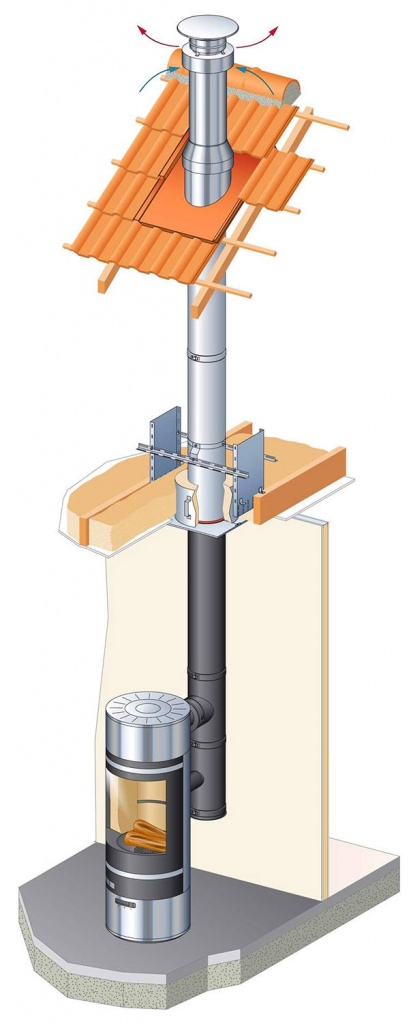
Способ установки и подключения внутри дома
Внешний вид дымохода с одним контуром

Оцинкованные трубы для возведения одноконтурной конструкции
Важно: не стоит использовать этот вариант для наружной установки. Если же у вас нет другого выбора, обязательно выполните утепление труб снаружи!
Подробней ознакомить с одноконтурными системами вы сможете, просмотрев данную фото подборку.
Не зная для дымохода что лучше нержавейка или оцинковка, рекомендуем отдать предпочтение нержавеющей стали. Однако в качестве более бюджетного аналога вполне подойдут и трубы, имеющие из оцинковки.
Системы имеющие два контура
Дымоход из оцинкованной жести может состоять из двух контуров. Иначе, такую вариацию называют сэндвич.
Основные способы установки и размещения:
- Изготовление оцинкованных дымоходов может быть следующей: в основе сами труб лежит такой мате6риал как нержавейка, а основание кожуха из оцинкованной стали;
- Также как внутренняя, так и внешняя труба (слой) могут изготавливаться исключительно из оцинкованной стали;
- В целях придания конструкции дополнительной защиты от ветра и других агрессивных факторов, на кровле допускается заключить систему в короб, изготовленный из профлистов.

При необходимости внешний слой можно окрасить

Установки состоящие из двух контуров более эффективны

Внешнее размещение на фасаде кирпичной постройки

Двухконтурная система с глянцевым внешним покрытием
Важно: большую роль в процессе сборки и монтажа играет инструкция, которая должна быть составлена и утверждена профессионалом. А толщина внутреннего слоя труб не должна быть меньше 0,7 миллиметров. Идеальный показатель при этом равен одному миллиметру.
Наружный слой при этом может иметь любую толщину. Минимальным показателем в данном случае считается толщина равная половине миллиметра. Для того чтобы устройство выгодно гармонировало и сочеталось с интерьером помещения или фасадом здания, разрешается декорирование наружной поверхности. Для этого используется как термостойкая эмаль, так и напылитель, в составе которого лежат полимеры. Двухконтурные системы отличаются боле высокой продуктивностью, универсальностью. С их помощью на выходе вы сможете получить максимально высокий КПД, быстрый и равномерный прогрев, как самих труб, так и помещений дома.
Трубы для дымохода из оцинковки помимо основных преимуществ имеют и один небольшой недостаток. А именно, часто они не сочетаются с оформлением дома и интерьером. Однако и с этим можно справиться, просто заключив трубы в специальный жаропрочный короб из профлиста или кирпича, поверхность которого можно декорировать любым материалом. Хоть это и займет достаточно много времени, конечный результат полностью превзойдёт все ваши ожидания.
Как сделать самодельный оцилиндровочный станок в домашних условиях
 Станок оцилиндровочный создан для придания правильной формы брёвнам, идущим на возведение срубов. Использование станков позволяет ускорить и упростить подготовку древесины. Обработанные своими руками брёвна выходят одного диаметра, с пазом, проструганными поверхностями и подготовленными монтажными чашами.
Станок оцилиндровочный создан для придания правильной формы брёвнам, идущим на возведение срубов. Использование станков позволяет ускорить и упростить подготовку древесины. Обработанные своими руками брёвна выходят одного диаметра, с пазом, проструганными поверхностями и подготовленными монтажными чашами.
Назначение станка для оцилиндровки
Станок для деревообработки полностью подготавливает бревно для установки в стеновые конструкции срубов. Функции деревообрабатывающих станков:
- изготовление пазов под монтаж;
- оцилиндровка брёвен (в том числе финальная);
- производство доски обрезной из лафета;
- производство плашек на паркет;
- фрезерование гладкой древесины;
- обрезка не обрезной доски;
- подготовка венцовой чашки;
- изготовление бруса;
- распилка леса на лафет;
- регулируемая скорость вращения бревна;
- выполнение компенсационного паза с помощью дисковой пилы.
Движение каретки контролируется лазерным указателем. Важное свойство оцилиндровочных станков — возможность выполнения любых манипуляций одним комплектом инструментов без переустановки бревна. Сочетание фрез и приемов позволяет изготовить сложные изделия с разным диаметром, например, балясины. Своими руками можно обработать бревно длиной до 7 м.
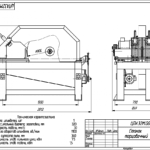
Устройство станка для оцилиндровки
Чертеж станка для обработки брёвен включает:
- металлическую раму, как правило, изготовленную из прямоугольного трубопроката;
- направляющие для передвижения пильного и силового устройств;
- бабки для крепления бревна и его кручения. Передняя оснащается делительной головкой, с помощью которой фиксируется ствол. Туда же устанавливается шпиндельная головка;
- фрезами обрабатывается древесина. Фигурная фреза выбирает паз для монтажа. Универсальная фреза предназначена для вырезки венцовых чашек, обработки плоскостей, оцилиндровки;
- ножи для фрез съемные. Производятся из хорошей стали, их можно заменять и точить, не трогая фрезу;
- рычаги для размещения бревна;
- ролик-упор для предотвращения провисания бревна;
- механические тормоза устанавливаются с двух концов каретки и используются во время выборки венцовой чаши;
- фиксатор каретки останавливает ее во время выборки чаш;
- устройство для вращения ствола вручную: используется во время прорезки продольного паза.
Виды станков для оцилиндровки
 Механизмы для оцилиндровки подразделяются на следующие типы:
Механизмы для оцилиндровки подразделяются на следующие типы:
- проходные.
- цикловые.
Проходные станки обеспечивают постоянное продвижение ствола. Во время обработки бревно продвигается через инструмент.
Цикловые станки передвигают и обрабатывают древесину в ходе цикличных движений и подразделяются на:
- цикло-проходные: бревно неподвижно, двигается резак;
- цикло-позиционные: инструмент неподвижен, двигается материал.
При деревообработке используется два типа движений: прямолинейные и вращательные. Форма конечного изделия зависит от комбинации движений. При цикло-проходном механизме брёвна двигаются прямолинейно, а инструмент вращается. При позиционном движении ствол вращается, а резец двигается вдоль его оси.
Промышленный оцилиндровочный станок точит или фрезерует древесину. Процесс точения возможен при быстром вращении бревна. В результате образуется много опилки. Во время фрезерования отходы образуются периодически, вращается в данном случае инструмент.
Оцилиндровочное оборудование делится на три категории по уровню автоматизации:
- механизированные станки. Загружает материал рабочий, он же следит и настраивает механизмы.
- автоматические станки. Рабочий лишь контролирует все процессы. Загрузка и обработка происходит автоматически.
- полуавтоматические станки. Автоматически контролируется лишь одну стадию деревообработки, далее подключается рабочий.
Сравнение деревообрабатывающих станков
- проходные станки для оцилиндровки производительны, при этом допускают погрешности в обработке, шершавость поверхностей;
- цикловое позиционное оборудование очень качественно обрабатывает древесину и осуществляет все операции, но значительно уступает в производительности.
Благодаря компактным размерам и устойчивой базе цикловое позиционное оборудование широко используется в деревообработке.
Самодельный оцилиндровочный станок
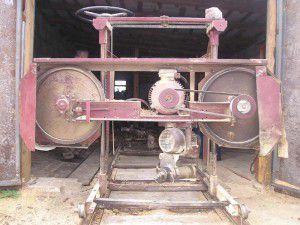
Проще всего станок сделать своими руками из пилорамы. Вместо переднего конуса устанавливается упор. Подшипником для упора оснащается бабка, расположенная сзади. Для вращения бревна используется дополнительный электромотор или ручка.
Сложнее всего изготовить фрезу, поэтому ее составляют из частей. Следует выбирать максимально прочный материал. Передвигается фреза на дополнительной рельсе. Устройство схоже с обычным фрезерным станком: в пазы устанавливается бревно, запускается его вращение, фреза двигается вдоль.
Самодельный оцилиндровочный станок необходимо ставить на крепкое бетонное основание. Можно подготовить раму из шпал или толстого бруса, установленную на утрамбованный грунт.
- Собирается рама. Используется строительный уровень, допускается погрешность до 0,5 мм на 1 м. Раму устанавливают на высоте 20 см.
- Установка силового механизма, бабок.
- На установленные стойки крепится трос для электрокабеля (мобильного).
- Силовой механизм оборудуется стопором.
- Обеспечивается заземление.
- К электропитанию подключается мотор для вращения бревна. При подключении следует проверить соответствие фаз режимам. Если фазы подключены неправильно, при нажатии кнопок двигаться головка будет в другую сторону. Значит, фазы нужно поменять.
- Проверяется направление вращения бревна. Меняется оно сменой фаз на электромоторе. До проверки подключения фаз категорически запрещено запускать двигатели вращения и станка.
Важно крепко и жестко закрепить обе бабки, установив их параллельно направляющим. Оси бабок должны совпадать! Станок быстро выйдет из строя, если не сбалансировать фрезы. Заключительный этап монтажа станка — установка фрез. Фигурная закрепляется на вал и крепится к конической части болтом. В ее корпус вкручивается универсальная и накрепко затягивается.
Если между запусками он содержался в сыром месте или перерыв между использованием составил более 8 недель, следует выдержать станок в сухом сарае для просыхания моторов.
Оцилиндровочный станок с подвижной кареткой в действии:
Станок для оцилиндровки бревна – как самому изготовить оцилиндровочный станок

Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение. Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:

-
Станок для оцилиндровки токарного типа. Принцип действия: зажим деталей, вращение по оси, движение фрезы по всей длине древесины. Преимущества такого типа оборудования: исключительная форма без кривизны, изготовление большого диаметра – для зимнего и многоэтажного строительства это крайне необходимо, декоративная обработка – для получения материала необычной формы.
Без недостатков не обойтись: постоянное сопровождение и контроль, иначе погрешности в диаметре существенны, да и обработка оставляет желать лучшего – шлифовка не на высоте, малая производительность, процесс идёт медленно и для серьёзного производства такой станок для брёвен не подойдёт.
Оборудование подобного типа нашло своё применение в домашних условиях для производства материала на собственные нужды при индивидуальном строительстве. С его помощью нарезают брёвна для строительства бань, беседок, заборов и прочих мелких объектов на дворовой территории. Стоимость от 960 тыс. рублей.

Достоинства: совпадение единиц по сечению, тщательное шлифование, изготовление длинномеров – заготовок более стандартной длины в 6 м, нарезка пиломатериала. Недостатки: кривизна при большой длине, неравномерный укладочный паз и изменение ширины компенсационного пропила. Впрочем, минусы устраняются постоянным регулированием и контролем. Стоимость до 2 млн рублей.

Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:

Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.

Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу – производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
-
После долгого простоя сразу нарезать и торцевать брёвна нельзя, важно разогреть станок для оцилиндровки бревна, проверить состояние фрезы, смазать все движущиеся узлы, осмотреть на предмет коррозии ответственные части. Изоляция силового кабеля не должна вызывать нареканий, грызуны способны ею лакомиться. Надёжность подвесов тоже должна быть на высоте.

Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.
Самостоятельное изготовление оцилиндровочного станка для обработки древесины
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
- Разновидности оцилиндровочного оборудования
- Особенности устройства станков для оцилиндровки
- Выбор станка для производства оцилиндрованного бревна
- Самостоятельное изготавливание станка для работы с древесиной
- Преимущества самодельного станка
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.

Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Назначение, устройство и самостоятельная сборка оцилиндровочного станка
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют еще целый ряд функций, но для простых действий можно изготовить такой агрегат своими руками.
![]()
- Функции
- Устройство
- Классификация
- Рекомендации перед приобретением
- Предложения для профессиональной работы
- Этапы конструирования станка самостоятельно
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
![]()
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
![]()
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
![]()
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
![]()
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
![]()
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).
![]()
Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
![]()
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
![]()
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
![]()
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
![]()
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
|---|---|---|---|---|
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Этапы конструирования станка самостоятельно
Приобретение профессиональной установки для получения обработанной древесины – дорогое удовольствие. Но есть альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
![]()
В качестве основания используется пилорама. Конус в передней части меняют на упор. В заднюю бабку вставляют подшипник. Понадобится также электрический мотор для обеспечения кручения бревна. Вращение может быть ручным, тогда необходимо сделать ручку.
Фреза собирается как отдельный узел из очень прочного материала. Ее передвижение можно обеспечить с помощью укладки рельсы. Это путь, по которому будет передвигаться фреза. В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
![]()
Перед установкой оцилиндровочного станка проводится бетонирование (в случае отсутствия) или утрамбовка площадки требуемого размера. Далее происходит сборка секций рамы, выравнивание их по уровню в горизонтальной плоскости. Максимальная погрешность при установке не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
![]()
Последующие этапы сборки такие:
- установка силового механизма;
- установка передней и задней бабок так, чтобы их оси совпадали и были параллельны направляющим;
- крепление стоек под трос для мобильного силового кабеля;
- натяжение троса;
- оборудование прижим-стопора под силовой механизм;
- монтаж заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Нужное направление регулируется сменой порядка подключения фаз двигателя;
- монтирование фигурной фрезы на коническую деталь с помощью болтов;
- ввинчивание универсальной фрезы в корпус фигурной. Для того чтобы избежать разбалансировки, узел затягивается ключом;
- проверка правильности сборки.
![]()
Самодельный станок требует профилактики при длительном простое или установке во влажном помещении.
Строительство частного дома, дачи, жилого сруба требует качественного лесоматериала, который обработан на профессиональном оборудовании. Для технических построек оцилиндровать древесину можно самостоятельно.
Как изготовить оцилиндровочный станок своими руками?
Обработка древесины проводится на протяжении нескольких столетий. Издавна оцилиндрованные бревна использовали для того, чтобы возводить дома, бани и иные сооружения. Процесс придания правильной формы бревнам достаточно сложный, предусматривает применение специальных оцилиндровочных станков. Создать оцилиндровочный станок своими руками решают многие, кто достаточно часто работает с бревнами. Ручным методом провести обработку качественно практически невозможно, при этом требуется достаточно много времени. Рассмотрим особенности того, как сделать оцилиндровочный станок своими руками, какие есть разновидности подобного оборудования и многие другие моменты.

Использование оборудования
Современные станки позволяют провести оцилиндровку так, что подготовленное бревно пригодно для установки в стеновые конструкции без финишной обработки. Функционал может существенно различаться, зависит от особенностей конструкции оцилиндровочного станка и его стоимости.
При рассмотрении все чертежей и моделей оборудования, которое используется для оцилиндровки бревен, следует уделить внимание на нижеприведенные моменты:
- Создание пазов, которые могут использоваться во время монтажа для решения различных задач.
- Производство обрезной доски, паркета, плашек.
- Выполнение работы по оцилиндровке, в том числе и финальный этап рассматриваемой задачи.
- Фрезерование поверхности древесины для достижения нужных показателей шероховатости.
- Создание венцовой чашки.
- Производство лафет путем распила леса.
- Создание компенсационного паза при помощи установленной дисковой пилы.
Следует учитывать тот момент, что оцилиндровочный станок, созданный своими руками, может не обладать всеми функциями, так как для этого при его производстве нужно использовать сложные проекты. Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.
Особенности современных промышленных моделей
Главной особенностью моделей станков, которые выпускают известные производители на сегодняшний день, является использование лазерного указателя для контроля движения каретки. Этот момент обуславливает высокую точность обработки и возможность проведения всего процесса без переустановки заготовки. Таким образом, управляемая ЧПУ каретка с набором инструментов движется по направляющим и выполняет различного рода операции.

Станок для оцилиндровки бревна
Как показывает практика, своими руками можно сделать модель, которая будет иметь ручное управление и возможность обработки заготовок длиной до 7 метров.
Особенности устройства рассматриваемой конструкции
При рассмотрении того, какие оцилиндровочный станок самодельный чертежи может иметь отметим, что зачастую конструкция имеет нижеприведенные элементы в той или форме их реализации:
- Основным и самым громоздким элементом становится рама. Именно на ней концентрируется напряжения и крепятся все остальные элементы. При изготовлении рамы рекомендуется использовать прямоугольный трубопрокат. Соединение всех элементов зачастую проводится при помощи сварки, что позволяет ускорить работу и создать по-настоящему прочную конструкцию. Однако можно проводить создание рамы и при использовании сочетания болта и гайки. Разборные станины более мобильные, но обладают меньшей жесткостью.
- Направляющие, по которым будет передвигаться пильный силовое и пильное устройство. Длина бревен может достигать несколько метров, а вес десятки килограмм. Для того чтобы существенно упростить задачу по обработке следует создавать самодельный оцилиндровочный станок, на котором движется инструмент, а не заготовка.
- Бабки: передняя и задняя, в некоторых случаях, только одна. Они необходимы для того, чтобы крутить бревна во время их обработки. Отметим, что передняя довольно часто имеет делительную головку и систему крепления заготовки. При помощи делительной головки можно задать угол поворота на каждом этапе обработке, что необходимо для повышения качества заготовки.
- В качестве режущего инструмента, как правило, используется фреза. Существует достаточно большое видов этого режущего инструмента. При рассмотрении того, как сделать фрезу своими руками отметим, что работ сложна, предусматривает использование проката из инструментальной стали, которая имеет повышенную прочность и невысокую степен обрабатываемости.
- Качественная фреза имеет сменные ножи, которые можно при необходимости затачивать и заменять. Сама фреза с течением времени не изнашивается.
- Чтобы правильно разместить бревно, которое имеет большой вес, устанавливаются специальные рычаги.
- Ролики, выступающие в качестве упора, не позволяют бревну во время обработки провисать, тем самым существенно повышается качество получаемого материала.
- Практически все модели имеют механические тормоза, которые устанавливаются на обеих сторонах каретки. Они необходимы для выполнения работы по выборке венцовой чаши.
- Устройство, которое позволяет проводить вращение стала вручную на момент прорезки продольного паза.

Эти элементы имеют многие чертежи, которые можно использовать создавая оцилиндровочный станок своими руками в домашних условиях. Однако можно существенно упростить конструкцию при учете того, для решениях каких задач она создается.
Создание самодельного станка
Схема создания своими руками рассматриваемого станка предусматривает использование пилорамы в качестве основы. При проведении работы будет установлен упор вместо переднего упора, для вращения заготовки будет устанавливаться ручка или мотор.
Довольно сложно создать свой режущий инструмент – сборную фрезу. Как правило, она изготавливается путем соединения нескольких частей из прочного материала. Для передвижения фрезы устанавливается рельса.

При планировании по установке оборудования стоит помнить о том, что окончательный вес, самой конструкции и заготовки, может достигать нескольких сотен килограмм. Именно поэтому следует проводить установку станка исключительно на бетонное основание или плотно утрамбованный грунт, на котором положен толстый и прочный брус.

Оцилиндровочный станок, сделанный своими руками, не будет обладать высокой точностью и многофункциональностью как промышленные варианты исполнения, но для решения большого количества задач в быту его все же будет достаточно. Процесс сборки следующий:
- Для начала следует провести сбор рамы. Для этого понадобится строительный уровень, так как погрешность не должна превышать показатель 0,5 мм на один метр. При сборку чаще всего используются прямоугольный брус из стали, реже трубы. Соединять их можно сваркой или разборным крепежным элементом, комбинировать их для упрощения процесса переустановки станка.
- Следующий шаг заключается в установке силовых агрегатов и бабок. Следует учитывать важность правильного выбора электродвигателя. Ранее только трехфазные варианты исполнения подходили для рассматриваемого случая, но современные варианты исполнения двухфазных моторов стало также возможно использовать (однако их стоимость довольно велика).
- Уделяем внимание на правильно и надежность крепления силового кабеля. По возможности он защищается от механического воздействия.
- Устанавливаемый силовой механизм можно оборудовать стопором.
- Проводится заземление. Этому моменту также нужно уделить внимание, так как металлическая конструкция выступает в качестве проводника, и при несущественном повреждении силового кабеля электродвигателя ток может уходить на раму.
- При установке электродвигателя с тремя фазами для вращения бревна следует учитывать, что расположение фаз определяет направление движения выходного шпинделя. При смене фаз можно также изменить направление вращения. Стоит помнить о технике безопасности работы с электричеством, особенно в случае трехфазной сети с напряжением 380 В.
При креплении бабок обращаем внимание на надежность соединения. При этом их оси должны совпадать, так как в противном случае оцилиндрованный брус подобным станком будет иметь большую погрешность в размерах, во время работы может возникать биение. Особое внимание уделяется балансировке фрезы – не сбалансированная фреза приводит к быстрому износу всего оцилиндровочного станка. Заключительным этапом становится непосредственно установка фрезы, которая должна крепиться очень надежно, предусматривается наличие страхующего элемента.





