Как научиться варить инвертором с нуля?
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
- Азы электросварки
- Способы сварки
- Пошаговая инструкция по сварке инвертором
- Прямая и обратная полярность
- Влияние скорости подачи электродов
- Влияние силы тока
- Особенности сварки тонкого металла
- Частые ошибки новичков
- Подведем итоги
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
 Пороки сварных швов.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
 Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
 Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
 Прямая и обратная полярность подключения на сварочном инверторе
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
 Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
 Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
 Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
 Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы – в нашем свежем материале.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.

Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.

После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.

Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья – Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.

При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?

Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.

Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.

Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.

Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.

Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».


Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.

Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.

После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео – Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.

Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.


Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков – горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.


А как точно определить оптимальный сварочный ток?

Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.


Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.

Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
В видео – Делаем зеркало в стиле стимпанк: как варить рамку электросваркой для зеркала, как работать с металлом, полезные приспособления для мастерской.
Поговорим про сварку инвертором для начинающих

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва.
Оборудование и экипировка
 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
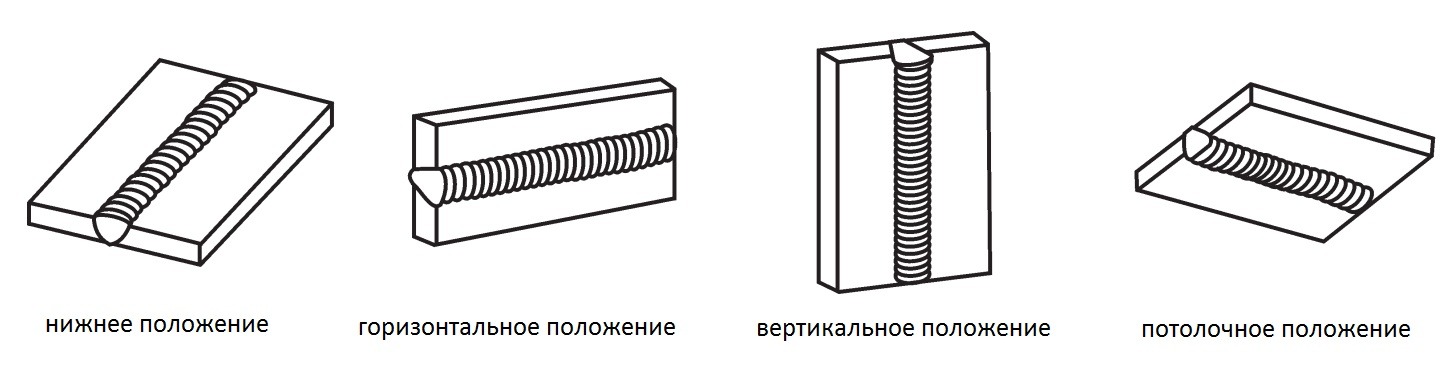
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Очень подробный урок про ручную дуговую сварку
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:

- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:

Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
 Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе – Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты

Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки

Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды

Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика

Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком “минус”. Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. “Твердая рука” приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.

Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией “Антиприлипание”. Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией “Форсаж” удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат “чувствует”, что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция “Горячий старт” обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Как научиться варить. Советы профессионального сварщика
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм 2 . Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Антон Турищев, рмнт.ру
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Как легко и правильно сваривать металл электродами начинающим
На сегодня без сварки трудно себе представить современную жизнь, а поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным. Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл?

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке.
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.





