Светлый пол в интерьере
Светлый пол — один из самых эффектных и практичных вариантов среди других оттенков напольных покрытий. Существует стереотип, что за такими поверхностями трудно ухаживать, на них заметна любая соринка, и многие просто не готовы тратить дополнительное время на уборку ради эстетики. В реальности все наоборот — светлые полы являются максимально неприхотливыми с точки зрения уборки.
Например, на темном напольном покрытии после уборки через пару дней появляется заметный слой пыли. А на светлом полу ее практически не видно, что является большим преимуществом такого выбора.
Светлый пол создает ощущение чистоты и простора вне зависимости от размера помещения. Этим свойством часто пользуются дизайнеры интерьеров, когда перед ними стоит задача сделать маленькое и темное помещение максимально воздушным и просторным.
Материалы

При выборе материала для создания светлого напольного покрытия следует ориентироваться на условия эксплуатации. Например, если это пол для прихожей, оптимальным выбором будет плитка или другой материал, который хорошо моется. Прихожая является самой «грязной» зоной, и пол здесь приходится мыть чаще всего, соответственно, покрытие должно выдержать такой режим эксплуатации.
Для жилых комнат стоит выбрать натуральное дерево — по такому полу очень приятно ходить босиком, он всегда имеет комфортную температуру.
Популярные породы древесины для светлого пола:
Дуб — для получения нужного оттенка его отбеливают по специальной технологии. Такое покрытие получается очень практичным, долговечным и приятным на ощупь.
Клен — светлый пол из этой древесины будет иметь нежный кремовый оттенок, который со временем будет немного темнеть. Это естественный процесс, присущий напольным покрытиям из клена.
Ясень — такие полы будут иметь легкий желтоватый оттенок, они выглядят очень теплыми и вносят в интерьер дополнительные нотки уюта. Это одна из самых надежных и прочных пород, на полу из ясеня не будет трещин и других повреждений даже через много лет интенсивной эксплуатации.
Береза — напольное покрытие из натуральной березы может обладать очень интересными оттенками. Это может быть сложный оттенок айвори или едва уловимый красный отлив — оба ни смотрятся очень благородно и изысканно, придавая интерьеру особый шарм.
Граб — очень прочная древесина, устойчивая к истиранию и другим внешним воздействиям. Для создания напольных покрытий применяется довольно редко из-за сложности предварительной обработки. Но результат того стоит — полы из граба имеют очень красивый светло-серый или песочный цвет, который вписывается практически в любой интерьер, а практичность таких полов значительно превосходит все остальные материалы.
Плинтусы

Такие элементы, как плинтусы, часто выбираются по остаточному принципу, и совершенно напрасно. Эта деталь сильно влияет на восприятие всего интерьера и помогает решить некоторые практические задачи — например, скорректировать высоту потолков.
Плинтусы в тон стен — отличный вариант для помещений с невысокими потолками, когда нужно максимально их «поднять». Суть приема заключается в том, что стены немного заходят на светлый пол, за счет чего визуально увеличивается высота помещения.
Плинтусы в тон пола — оптимальный вариант для пропорциональных помещений, не нуждающихся в коррекции. Здесь плинтус выполняет только свою основную функцию — закрывает стык между полом и стеной, предотвращая скапливание пыли. Светлые плинтусы на светлом фоне пола будут практически невидимы, если правильно подобрать оттенок.
Контрастные плинтусы — интересный ход, используемый в качестве интерьерного акцента. Если вы любите необычные сочетания и стараетесь уникализировать даже самые простые элементы, это решение для вас. Яркий контрастный плинтус подчеркнет нежность светлого пола, а также сделает интерьер более динамичным и живым.
Оттенок дверей
Если вы решили сделать полы светлыми, необходимо уделить особое внимание выбору межкомнатных дверей.
В большинстве гармоничных интерьеров оттенок дверей подбирается так, чтобы они не были ярче и значительно темнее пола. Если этой рекомендацией пренебречь, двери превращаются в очень броский акцент, который может перетянуть к себе все внимание. Если это не было основной целью, двери стоит делать светлее, чем пол. Это правило можно назвать универсальным, и редкие исключения лишь подтверждают его.
При выборе напольного покрытия и дверей очень важно проверить сочетаемость оттенков — они должны иметь одинаковый подтон, который может быть теплым или холодным. Если цвет пола и дверей будет отличаться по температуре подтона, такое сочетание не будет выглядеть выдержанным, в результате пострадает вся концепция интерьера.
Необходимость правильного выбора оттенков с учетом подтона касается вообще всех элементов интерьера, от мебели до декора. Но для пола и дверей идеальная сочетаемость оттенков особенно важна, т. к. они являются основными стилеобразующими компонентами наряду со стенами и потолком.
Цвет мебели

Светлый пол играет роль универсального фона, на котором будут интересно смотреться самые разные сочетания. Если пол темный, нужно очень аккуратно использовать темные цвета в мебели, иначе весь интерьер может получиться слишком «тяжелым». К светлому полу это не относится — при выборе мебели можно рассматривать любые яркие, сложные цвета и принты. Главное, чтобы все элементы сочетались друг с другом и вписывались в общую концепцию.
Единственное ограничение, о котором нужно помнить при покупке мебели, — не пытайтесь подобрать ее точно в цвет пола. Этого не стоит делать по двум причинам:
На светлом полу мебель такого же оттенка просто «потеряется», ее практически не будет видно. Этот прием иногда применяется осознанно, если нужно визуально расширить очень маленькое пространство, но обычно это вынужденная мера, а не стилевая находка.
Подобрать оттенки таким образом, чтобы они в точности совпадали, практически невозможно. Это объясняется различием материалов и фактур, а также способностью отражать свет. При разном освещении предметы одинакового цвета, но выполненные из разных материалов будут смотреться совершенно по-разному, поэтому нет смысла тратить время и силы на поиски «того самого» оттенка. Если вы хотите подобрать светлую мебель, пусть она будет на несколько тонов светлее или темнее пола.
Использование цвета для зонирования
Разделение пространства на отдельные функциональные зоны с помощью цвета — очень эффектный и одновременно изящный прием. Его использование помогает визуально выделить конкретные участки помещения, причем для этого не понадобится ни одного дополнительного предмета мебели.
Зонирование с помощью использования разных цветов в оформлении пола выглядит особенно выразительно, если основной тон покрытия светлый. На таком фоне можно использовать самые разные цвета, от нейтральных природных до максимально сочных, даже кислотных.
Зоны, которые выделены с помощью использования разных цветов пола, сразу заметны. Попадая в такое помещение, человек мгновенно считывает наличие зон и их назначение. Такая «интуитивность» очень важна для создания по-настоящему комфортных и стильных интерьеров.
Виды сварных соединений и швов
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

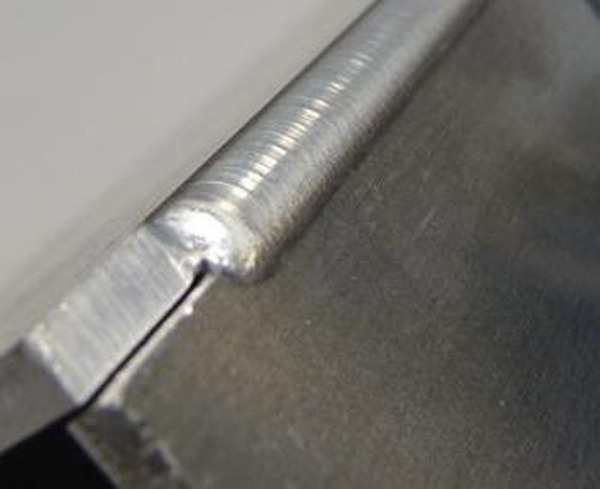
Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.
![]()
По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
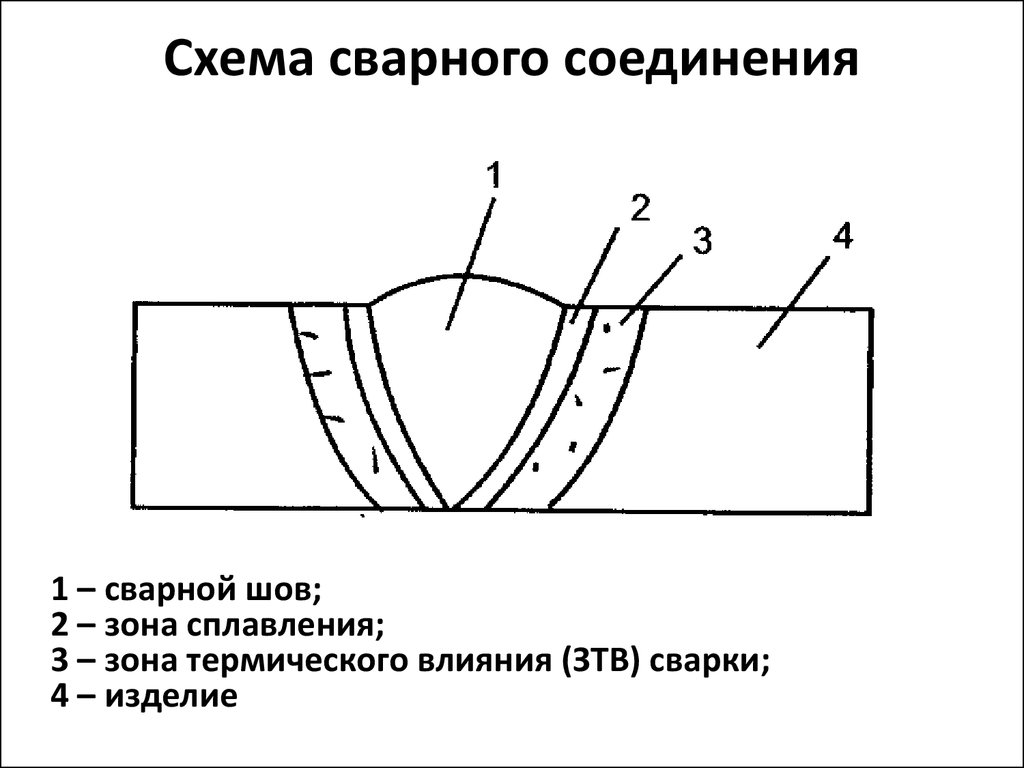
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Читайте также: Положения при сварке
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
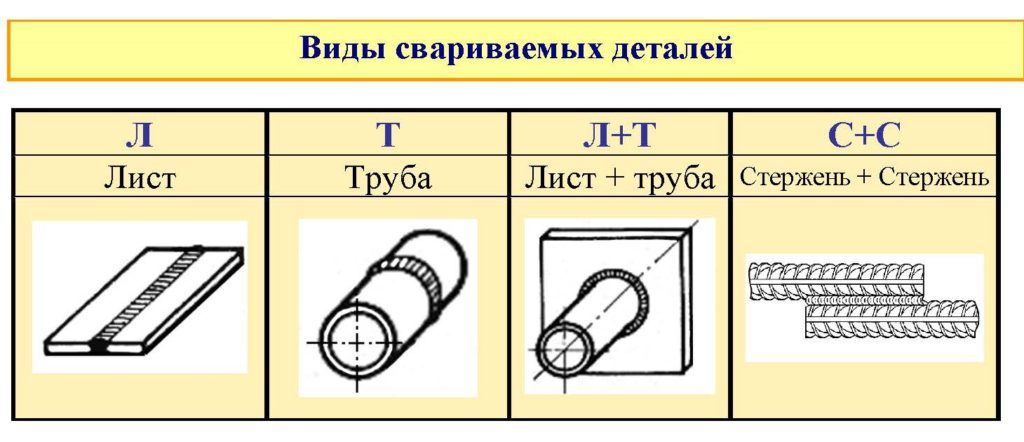 Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
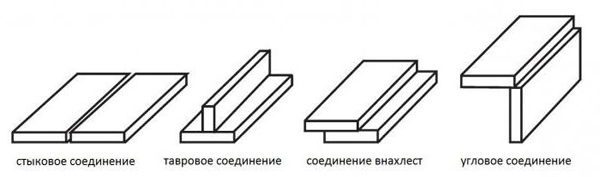
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
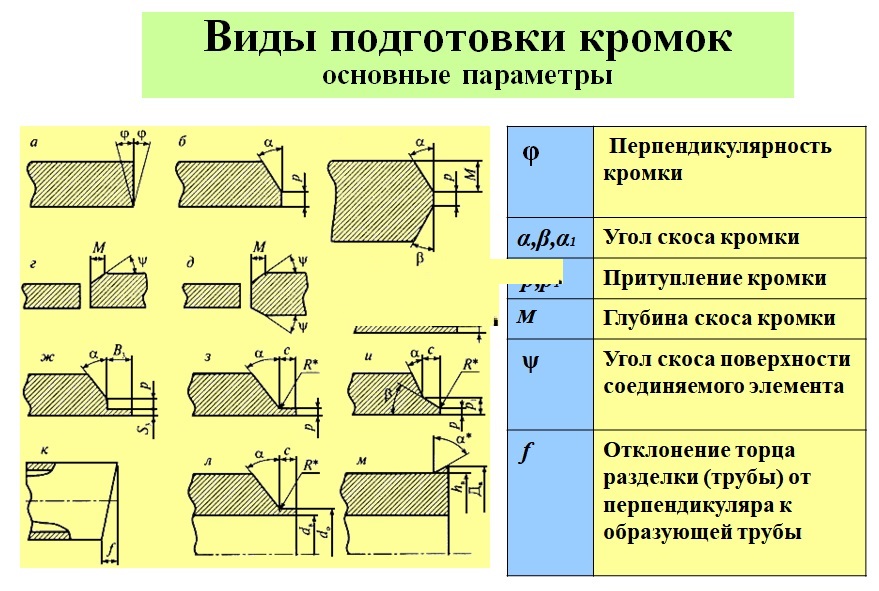
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
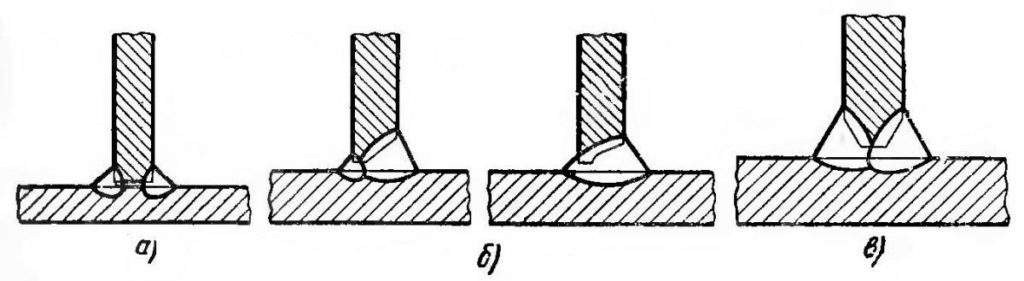 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
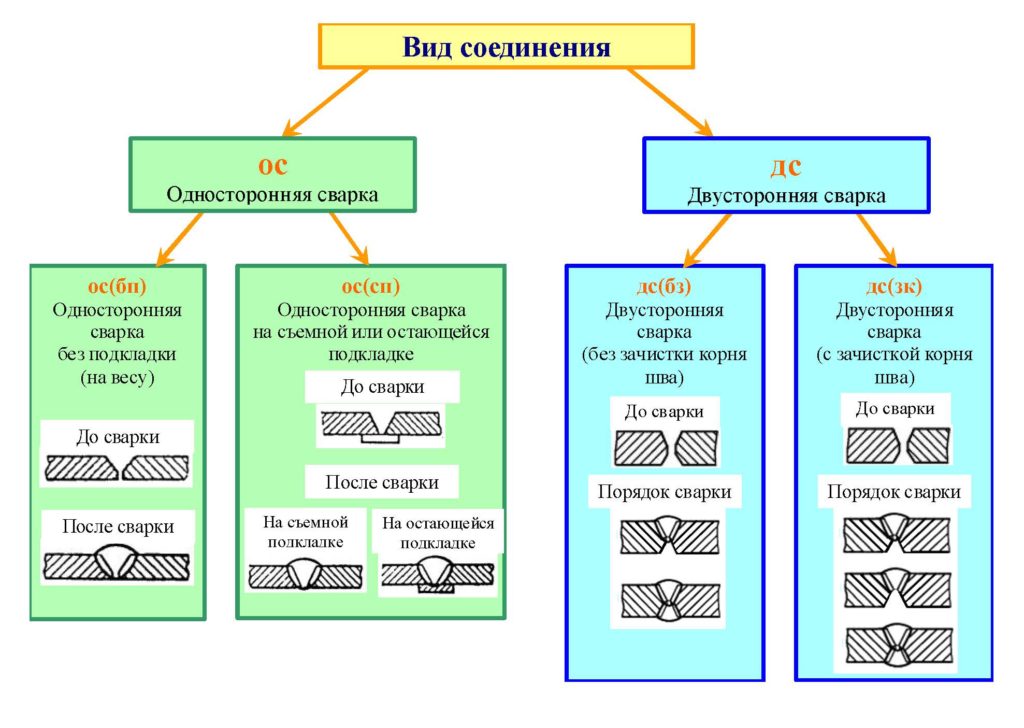 Виды соединений ос [сп, бп], дс [бз, зк]
Виды соединений ос [сп, бп], дс [бз, зк]
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
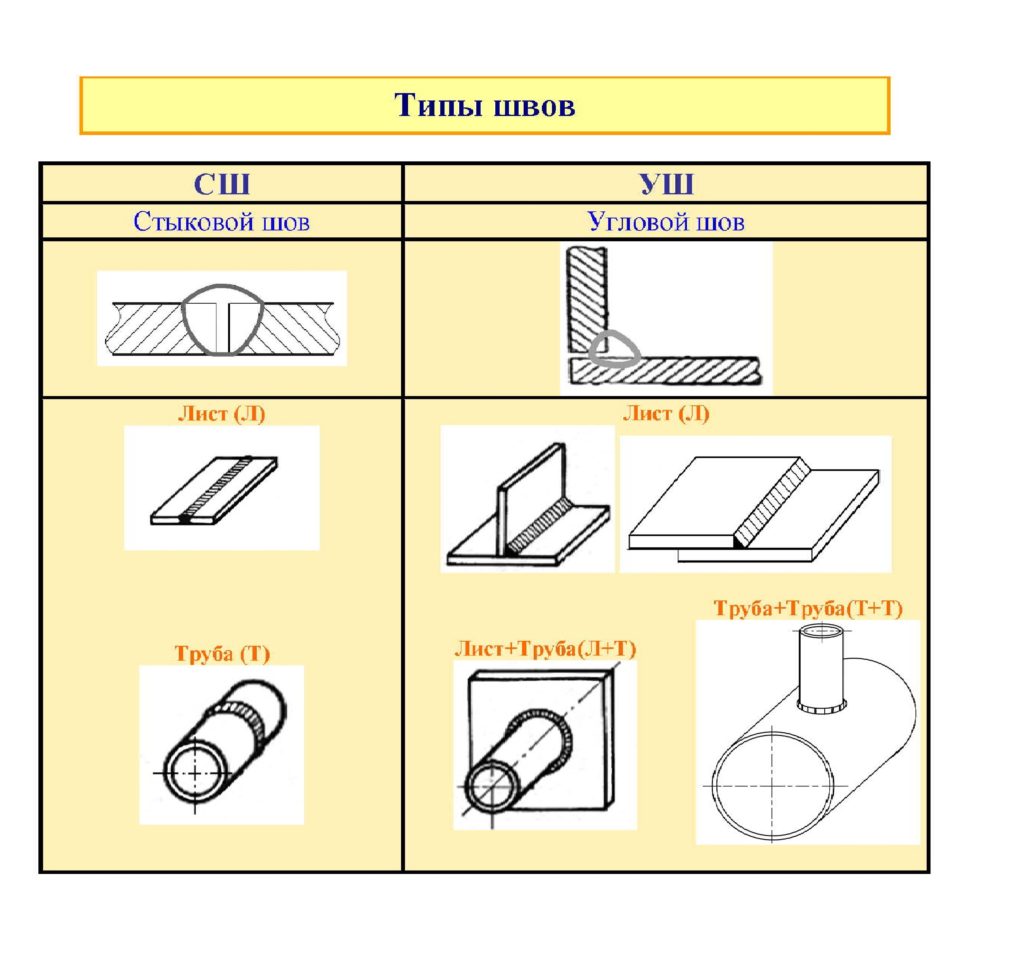 Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
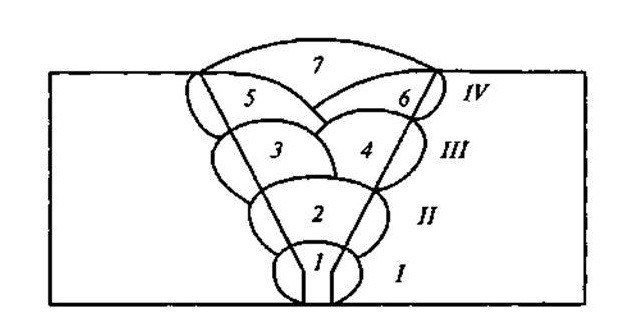
Рисунок — Многослойный шов
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Описание и типы сварных соединений
Процесс соединения двух или более деталей в одну неразборную конструкцию методом расплавления металла электрической дугой, пламенем горелки, пластической деформацией или комбинацией деформации и нагревания называется сваркой. Соединение, выполненное сваркой, называется сварное соединение. Со дня проведения первой сварки разработано более сотни разновидностей, которые разделены на группы по видам, технике исполнения, расположению деталей относительно друг друга, форме поперечного сечения, протяженности, форме свариваемых поверхностей.
- Что такое сварной шов
- Классификация и виды сварных швов и соединений
- Положение шва в пространстве
- По конфигурации
- По протяженности
- По количеству проходов
- По степени выпуклости
- По виду сварки
- Схема автоматической сварки
- Сварка в среде защитного газа
- Точечная сварка
- Чем определяются свойства сварного соединения
- Требования к сварным швам
- Что влияет на качество сварного соединения
Что такое сварной шов
Сварной шов – это участок сварного соединения образовавшегося в результате кристаллизации расплавленного металла. Именно от качества сварочных швов зависит долговечность всей конструкции полученной сваркой.
Качество сварки зависит от следующих параметров геометрии сварного шва:
- ширина – размер от края до края;
- корень – внутренняя часть, находящаяся на противоположной от внешней поверхности стороне;
- выпуклость – выступ на поверхности;
- вогнутость – прогиб на поверхности;
- катет – одна из сторон треугольника, вписанного в поперечное сечение соединяемых деталей.

Классификация и виды сварных швов и соединений
Согласно ГОСТ 5264-80 существуют основные виды сварных соединений, их конструктивных элементов и размеров.
Все сварочные соединения подразделяется на группы по следующим параметрам:
- положение в пространстве;
- по конфигурации;
- по протяженности;
- по количеству проходов;
- по степени выпуклости;
- по виду сварки.
Положение шва в пространстве
 Расположение в пространстве подразумевает в каком положении шов при сварке располагается относительно электрода.
Расположение в пространстве подразумевает в каком положении шов при сварке располагается относительно электрода.
Нижнее – шов внизу, электрод сверху – самое удобное расположение. Сварочные детали расположены горизонтально. Работа ведется под углом близким к 0 о . Такое положение считается самым удобным для сварщика так как это положение обеспечивает высокую производительность. Электрод держится вертикально, расплавленный металл остается в сварочной яме, а газы уходят в воздух. Минусом такого положения является возможность провара.
Горизонтальным – называется положение, когда сварочные детали находятся под углом к горизонту от 0 до 60 о . Работа в таком положении, как и вертикальные, является более сложным видом и и требует серьезных навыков от сварщика.
Вертикальные – сварка в положении, когда сварочные детали находятся под углом от 60 до 120 о и требуют от сварщика опыта и высокой квалификации.
Потолочные – поверхность на которой ведутся работы находится под углом от 120 до 180 о , то есть на потолке. Такое положение очень трудоемко и опасно возможностью падения капель расплавленного металла вниз где может находиться сам сварщик. Сварщик для выполнения таких работ должен пройти специальное обучение и получить сертификат.
По конфигурации
 Сварочные швы бывают:
Сварочные швы бывают:
- стыковым соединением называется шов, в котором соединяемые элементы находятся в одной плоскости и при сварке максимально близко придвигаются друг другу (в стык);
- угловые – тип соединения элементов, находящихся под углом друг к другу;
- нахлесточные — соединяемые элементы конструкции находятся параллельно друг к другу и наложены одна на другую;
- тавровые – торец одного и плоскость другого находятся под углом (в профиль часто образуют букву «Т»);
- торцевые – детали примыкают друг к другу плоскостями, а сварка производится торцами обоих деталей.
По протяженности
По протяженности разделяются на:
- непрерывные – одно — и двухсторонние;
- прерывистые – односторонние и двухсторонние прерывистые, двухсторонние цепные, двухсторонние шахматные;
- точечные односторонние и точечные двухсторонние.
Точечные и прерывистые швы часто являются предварительными, когда сварщик первоначально «прихватывает» детали между собой, а потом проваривает это уже окончательно. 
По количеству проходов
По количеству проходов швы подразделяются однослойные или однопроходные – работа выполняется за один проход и один слой. 
Многослойные в случае, когда слой делается за несколько раз или проходов (двухсторонний шов обязательно будет иметь как минимум два прохода).
По степени выпуклости
В зависимости от используемых сварочных материалов, режимов сварки, скорости сварки и ширины разделки кромок делятся на:
- выпуклые – их делают для усиления сварного шва;
- вогнутые – там, где не нужны большие усилия, шов получается ослабленным;
- нормальные – обеспечивает форму, практически не выступающую над плоскостями сварных деталей.
По виду сварки
По виду сварки разделяются в зависимости от сварочного аппарата и среды в которой происходит работа.
Самыми основными видами являются:
Ручная дуговая сварка – работы вручную, электродом;
Автоматическая сварка – выполняется специальным сварочным автоматом. Расплавление металла производится или электрической дугой, или газовой горелкой (чаще электродуговой способ). В сварную ванну подают флюсовую смесь, которая как одеялом накрывает зону расплава и не дает образовываться окислам и присадочную проволоку, металл которой расплавляется и образует шов. Скорость и направление движения электрода задается автоматически. После кристаллизации металла и его остывании флюсовая смесь остается на поверхности в виде шлака и удаляется механическим способом. Такие соединения, из-за отсутствия нарушения технологии сварки, получаются очень прочными. Процесс обеспечивает высокую скорость и качество.
Схема автоматической сварки
 Сварка в среде защитного газа – выполняется в среде инертного газа (обычно аргона) или в среде углекислого газа. Сварка может быть автоматической или полуавтоматической. Качество добивается с помощью того, что сварочная ванна защищена углекислотой или аргоном от образования окисной пленки. Кислород воздуха не попадает в зону расплава и не ухудшает качества. Сварка ведется несгораемым электродом (обычно вольфрамом). Такой вид соединения поверхностей подойдет для выполнения сварочных работ с нержавеющих сталей, титана, алюминия.
Сварка в среде защитного газа – выполняется в среде инертного газа (обычно аргона) или в среде углекислого газа. Сварка может быть автоматической или полуавтоматической. Качество добивается с помощью того, что сварочная ванна защищена углекислотой или аргоном от образования окисной пленки. Кислород воздуха не попадает в зону расплава и не ухудшает качества. Сварка ведется несгораемым электродом (обычно вольфрамом). Такой вид соединения поверхностей подойдет для выполнения сварочных работ с нержавеющих сталей, титана, алюминия.
Сварка в среде защитного газа
 Точечная сварка – сварочные работы ведутся обязательно внахлест. Две детали с предварительно подготовленными поверхностями сильно зажимают между электродами и подается электрический ток. В месте контакта сопротивления электрическому току всегда выше, чем в толщине металла. Соответственно именно в месте контакта происходит моментальный нагрев и расплавление металла деталей. После кристаллизации образуется надежное соединение.
Точечная сварка – сварочные работы ведутся обязательно внахлест. Две детали с предварительно подготовленными поверхностями сильно зажимают между электродами и подается электрический ток. В месте контакта сопротивления электрическому току всегда выше, чем в толщине металла. Соответственно именно в месте контакта происходит моментальный нагрев и расплавление металла деталей. После кристаллизации образуется надежное соединение.
Точечная сварка
Газовая сварка — нагрев происходит в результате горения смеси ацетилена и кислорода. При расплаве в сварочную ванну подается проволока и образуется качественный сварной шов. 
Пайка – процесс при котором шов происходит за счет легкоплавкого металла или смеси металлов называемого припоем. Припой — это обычно смесь олова и свинца, но могут быть и другие материалы. Сплавляемые детали могут состоять из разных материалов (например, медь и сталь). Предварительно спаиваемые материалы очищают в месте пайки от окисной пленки флюсом. Припой расплавляют паяльником или горелкой.
Чем определяются свойства сварного соединения
Методы определения механических свойств сварного соединения в целом и его участков, а также свойства наплавленного материала регламентируется положениями ГОСТ 6996-66. Испытания проводятся для определения качества и отработки технологии в крупносерийном и массовом производстве.
Согласно ГОСТ испытания производятся для определения качества следующими способами:
- Статическим – плавно увеличивают разрушающую нагрузку на разрывных машинах, испытания растянуты по времени, так чтобы напряжение было постоянным.
- Динамическим – проверяется на специальных маятниковых копрах. Нагрузка действует в короткий промежуток времени, возрастая до максимума почти мгновенно.
- Усталостным – на специальных машинах многократно нагружают образец нагрузкой с разной по знаку и значению. Количество циклов –до нескольких миллионов раз.
- Твердость участков шва и прилегающего металла измеряют на машинах, измеряющих твердость по методу Роквелла, Бриннеля, Веклера.
Для определения качества при приемке применяют неразрушающие методы:
Визуально-измерительный контроль – проверка внешним осмотром на наличие в зоне контроля сварочных дефектов.
Ультразвуковой метод – в зоне контроля производится излучение волн ультразвуковой частоты. Отражаясь от обратной стороны металла волны возвращаются и принимаются датчиком. В месте дефекта отражение волн не происходит и это видно на индикаторе.
Капиллярный метод – основан на способности некоторых жидкостей (пенетрантов) проникать в микротрещины. Жидкости содержат красящие пигменты и по появлению краски на поверхности определяют наличие дефектов.
Пневматический метод – подают воздух под давлением, а с другой стороны мыльный раствор. По образованию пузырей определяются наличие свищей и непроваров.
Гидравлический – заливают жидкость и выдерживают пока жидкость не заполнит микротрещины. Потом изделие достают и обстукивают молотком. По наличию течи определяют дефекты.
Для стальных деталей используют магнитный метод – намагничивают постоянным током изделия и поверх рассыпают металлический порошок. Порошок под действием магнитного поля выстраивается вдоль магнитных линий. При наличии дефектов порошок выявляет их искажениями рисунка.
Требования к сварным швам
Предъявляются требования, отраженные в ГОСТ 23118-99 и Сводных правилах СП105-34-96 и ведомственных инструкциях. Любые сварные конструкции осматривают на отсутствие дефектов.
- неоднородностей;
- трещин;
- раковин;
- свищей;
- сколов;
- непроваров;
- складок.
Другие параметры, определяемые при приемке – это относительное удлинение металла, ударная вязкость, твердость металла, сопротивление разрыву.
Что влияет на качество сварного соединения
На качество сварки влияют такие параметры:
-
- размеры и форма шва;
- величину сварочного тока;
- напряжение дуги;
- полярность;
- диаметр электрода;
- скорость сварки;
- наличие серы и фосфора в металле в зоне кристаллизации;
- качество и состав флюса или электродной обмазки;
- положение электрода и изделия при сварке.
![]()
Опыт в сфере металлообработки более 30 лет. Закончил МГТУ им. Н. Баумана. Работал штамповщиком, станочником металлообработки, имею 5 разряд сварщика.
Детали машин
Сварные швы
Типы сварных швов и их характеристика
По конструктивным признакам (по взаимному расположению соединяемых элементов) сварные соединения разделяют на:
- стыковые – свариваемые элементы примыкают торцовыми поверхностями и являются продолжением один другого, область применения таких соединений расширяется;
- нахлесточные – боковые поверхности соединяемых элементов частично перекрывают друг друга;
- тавровые – торец одного элемента примыкает под углом (обычно 90°) и приварен к боковой поверхности другого элемента;
- угловые – соединяемые элементы приваривают по кромкам один к другому. В силовых конструкциях угловые швы почти не применяют и на прочность не рассчитывают.
- торцовые – соединяемые элементы соединяют боковыми поверхностями и сваривают с торца. Этот вид соединений на прочность, как правило, не рассчитывают.
На рисунке 1 приведены примеры перечисленных выше типов сварных швов.

В зависимости от типа сварного шва различают сварные соединения:
- со стыковыми швами (в стыковых и тавровых соединениях) ;
- с угловыми швами (в нахлесточных, тавровых, угловых и торцовых соединениях) .
Исходное условие проектирования сварного соединения – обеспечение равнопрочности сварного шва и соединяемых элементов.
Условие равнопрочности, например, для сварного нахлесточного соединения сводится к тому, что расчет параметров сварного шва следует выполнять по силе [F] , определяемой по прочности элемента с наименьшим поперечным сечением:
где: δ – толщина свариваемой детали; b – ширина свариваемой детали; [σ]р – допускаемое напряжение растяжения.
Сварные швы разделяют на рабочие и связующие. На прочность рассчитывают только рабочие швы, которые непосредственно передают рабочую нагрузку между соединяемыми элементами.
Связующие швы испытывают напряжения только от совместной деформации с основным металлом. Они мало нагружены и на прочность их не рассчитывают.
Сварные стыковые соединения
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости.
Стандартом ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных С1, С2, . С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок.
Стыковые соединения являются наиболее простыми и надежными из всех сварных соединений. Их рекомендуют в конструкциях, подверженных воздействию переменных напряжений.
Встык можно сваривать листы, полосы, трубы, швеллеры, уголки и другие фасонные профили.
Если стыковое соединение образуют два металлических листа, то их сближают до соприкосновения по торцам и сваривают.
Выступ стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом.
При автоматической сварке в зависимости от толщины δ деталей сварку выполняют односторонним (рис. 1, б, в, г) или двусторонним (рис. 1,а) швами.
При толщинах δ до 15мм сварку выполняют без специальной подготовки кромок. При большей толщине листов предварительно выполняют специальную подготовку кромок.
При ручной сварке без подготовки кромок сваривают листы толщиной до 8мм. Шов накладывают с одной стороны (при δ ≤ 3 мм) или с двух сторон (3 .
В районе сварного шва из-за высокой местной температуры может произойти изменение физических, химических, структурных свойств основного металла и, как следствие, понижение его механических характеристик – появляется так называемая зона термического влияния. Поэтому разрушение сварного соединения происходит обычно в зоне влияния, т.е. вблизи сварного шва.
Расчет стыкового соединения выполняют по размерам сечения детали в зоне термического влияния.
Условие прочности при нагружении растягивающей силой F соединения в виде полосы:
Допускаемые напряжения для расчета сварных соединений принимают по механическим характеристикам материала в зоне влияния сварного шва и отмечают штрихом [σ]’р в отличие от допускаемых напряжений основного металла [σ]р .
В стыковом соединении, нагруженном изгибающим моментом М , вычисляют напряжения σи изгиба:
Как уже указывалось выше, стыковое соединение может быть выполнено не только из листов или полос, но и из труб, уголков, швеллеров и других фасонных профилей. Во всех случаях сварная конструкция получается близкой к целой.
Сварные нахлёсточные соединения
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга.
Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении H1 к поверхности элементов привариваются два торца, а в соединении H2 – только один торец.
Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.

Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми .
Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Основными характеристиками углового шва являются (рис. 2,б) : k – катет (по аналогии со стороной прямоугольного треугольника), а – рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение – срез) .
Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k ) .
Автоматическую сварку характеризует более глубокий провар: а = k . Условия работы такого шва более благоприятные.
Не рекомендуется применять катет менее 3мм.
Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ , где δ – толщина листа.
Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а) . Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
где: k – катет сварного шва, мм, l – длина шва.
В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений.
Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ .
Условие прочности флангового шва (рис. 2) :
τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов)
Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3) .
Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ .
Поверхность разрушения определяют размеры а и b :
Применяют также комбинированные швы, состоящие из фланговых и лобовых.
Для простоты считают, что сила F растяжения нагружает швы равномерно:
где: L – периметр комбинированного шва : L = 2l +b
Сварные угловые соединения
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж) .
Стандартом предусмотрено десять типов угловых соединений: от У1 до У10.
Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8. 100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва.
Подробнее методика таких расчетов изложена ниже.
Сварные тавровые соединения
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис. 1, з, и, к) .
Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке.
Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9.
Метод расчета углового и таврового соединения зависит от типа шва.
Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр :
Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу.
Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений.
Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %.
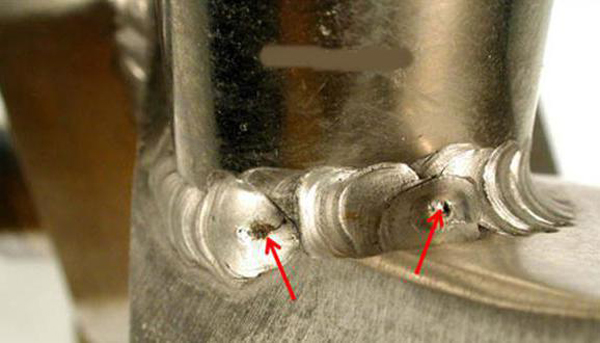
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.

Сравнительная характеристика сварных швов
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения , в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций.
Угловые и тавровые соединения также распространены в конструкциях. Их положительные свойства сказываются при изготовлении объемных конструкций.
Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм.
Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже.
Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.
Сварные швы: классификация, типы сварочных соединений, основные геометрические параметры шва
 Для того чтобы научиться качественно варить, недостаточно освоить только удержание электрической дуги. Помимо этого, нужно разбираться в том, какие бывают виды сварных соединений и швов.
Для того чтобы научиться качественно варить, недостаточно освоить только удержание электрической дуги. Помимо этого, нужно разбираться в том, какие бывают виды сварных соединений и швов.

Начинающие сварщики нередко допускают грубейшие ошибки, например, не проваривают металл. А бывает, что готовые детали имеют слабое сопротивление на излом. В чем причина? В первую очередь в неверном выборе вида соединения, ошибках в технике. Сегодня предлагаем поговорить о различных видах сварки, видах сварных соединений, а также о дефектах!
Сварной шов: определение
Для начала определимся с определением сварного (сварочного) шва. Так принято называть закристаллизовавшийся металл, который в момент сварки находился в расплавленном состоянии.
В структуру сварочного шва входят: зона наплавленного металла; зона механического сплавления; зона термического влияния; переходная зона к основному металлу.
Сварное соединение: что это?
Сварным соединением обычно называют ограниченный участок конструкции, который содержит один или более сварных швов. Именно по внешнему виду соединения специалист может определить квалификацию сварщика, понять, какой способ сварки применялся. Сварное соединение рассказывает и о технологическом предназначении конструкции.
Сварные швы: классификация
Опытные сварщики говорят: в основу классификации типов швов могут быть приняты самые разные факторы, например конструктивные и прочностные, геометрические и технологические. Если рассматривать швы с точки зрения месторасположения, их можно разделить на нижние, наклонные, горизонтальные и вертикальные. Нижний шов можно назвать не только самым простым, но и самым прочным. Дело в том, что сила тяжести металла позволяет лучше заполнить зазоры между соединяемыми поверхностями. К тому же этот тип является самым экономичным. Существуют определенные условия, так, к примеру, горелка или электрод обязательно должны быть направлены сверху вниз.

Горизонтальный шов обычно формируется тогда, когда поверхности расположены перпендикулярно плоскости электрода. Расход флюсов и электродов при этом типе существенно увеличивается. При медленном ведении шва возможны потеки, а при быстром – непроваренные места. Значительно сложнее сделать качественный вертикальный шов. Здесь возрастают потери металла, увеличивается неравномерность (на финальном этапе сварки шов получается более толстым). Этот способ требует определенной классификации сварщика. Применяется он обычно для сварки труб или при скреплении больших конструкций. Самой сложной сварщики считают потолочную сварку. Как ее производят? Наносят шов прерывистой дугой. Сила тока при этом небольшая. Такой тип обычно используется при сварке труб, которые нельзя провернуть.
Сварные соединения: типы и виды
Предлагаем поговорить о том, какие виды сварных соединений по видам примыкания поверхностей бывают. В зависимости от таких факторов, как толщина металла, геометрическая форма деталей, требуемой герметичности соединения можно разделить сварные соединения на: тавровые; внахлест; стыковые; угловые. Все виды сварных соединений имеют свое предназначение, которое подходит под определенные потребности готовых элементов. Предлагаем рассмотреть эти виды подробнее!
Самый распространенный вид сварного соединения – стык. Его применяют, когда сваривают торцы труб, листы стали или какие-либо геометрические фигуры. Детали, которые присоединяют встык, отличаются по толщине изделия, по стороне накладывания шва. Можно выделить несколько подвидов соединений: одностороннее обычное; одностороннее, при котором края обрабатываются под углом в 45 градусов; одностороннее, при котором обрабатывается одна кромка под углом в 45 градусов; одностороннее, при котором фрезой снимается кромка на обеих деталях; двухстороннее, которое подразумевает обрез кромок под углом в 45 градусов с каждой стороны. Важно отметить, что при этом виде сварного соединения большую роль играет толщина свариваемых поверхностей. Если она не более 4 миллиметров, то применяется односторонний шов, а вот если толщина превышает 8 миллиметров, шов необходимо накладывать с двух сторон. Если же толщина изделия превышает 5 мм, однако шов нужно накладывать только с одной стороны, получив при этом высокую прочность, следует разделить кромки. Осуществлять его нужно с помощью напильника или болгарки, хватит и 45-градусного скоса.

Угловое соединение
Существует несколько вариантов углового соединения: односторонний – как с предварительной разделкой, так и без нее; двухсторонний – обычный и с разделкой. С помощью такого соединения можно скрепить между собой два элемента под любым углом. При этом первый шов будет внутренним, а второй – наружным. Этот тип идеально подходит для сваривания различных навесов и козырьков, кузовов грузовых автомобилей и каркасов беседок. Если нужно соединить две пластины с разной толщиной, этот вид сварного соединения по ГОСТу необходимо выполнять следующим образом: более толстую пластину следует расположить внизу, а тонкую – поставить на нее ребром. Электрод или горелка при этом должны быть направлены на толстую часть – так на детали не будет прожогов или подрезов.
Соединение внахлест
Две пластины можно сваривать не только встык, но и внахлест – слегка натянув одну на поверхность второй. Такой вид сварного соединения специалисты рекомендуют применять там, где требуется большая сопротивляемость на разрыв. Шов необходимо класть с каждой стороны – это позволит не только увеличить прочность, но и предотвратит накопление влаги внутри готового изделия.
Тавровое соединение
Этот тип аналогичен угловому соединению, однако есть и отличия – пластина, приставляемая ребром, должна выставляться не с краю нижнего основания, а на небольшом расстоянии.
Классификация по технологии и форме шва
Сварщики различают виды сварных соединений по типу сварных швов. Шов может быть:
1. Ровный. Он достигается при оптимальных настройках сварочного аппарата и при его удобном положении.
2. Выпуклый. Такой шов возможно получить при малой силе тока и прохождению в несколько слоев. Выпуклый шов требует механической обработки.
3. Вогнутый. Получить такой шов можно только при повышенной силе тока. Для такого шва характерна отличная проплавка, к тому же он не требует шлифовки.
4. Сплошной. Чтобы выполнить качественный сплошной шов, необходимо делать его непрерывно. Это предотвратит появление свищей.
5. Прерывистый. Такой шов следует применять для изделий из тонких листов.
Сварщик, знакомый с основными видами соединений и их принципиальными отличиями, может грамотно подобрать вид шва, способный удовлетворить основные требования по прочности и герметичности.
Дефекты сварных соединений: виды, описание, причины
Сварные соединения могут иметь различные эффекты, которые влияют на прочность и герметичность. Принято разделять все виды дефектов на три категории: внутренние (к ним можно отнести непровары, пористость и посторонние включения); наружные (среди них трещины, подрезы, кратеры, наплывы); сквозные (здесь можно выделить прожоги и трещины).

Поговорим подробнее о каждом виде дефектов.
Трещины
Этот вид дефектов считается самым опасным, он может привести к быстрому разрушению сваренных конструкций. Различают трещины по их размерам (бывают макро- и микротрещины), по времени появления (в процессе сваривания деталей или после). Причина появления трещин – несоблюдение технологии сварки, неверный выбор материалов для сварки, слишком быстрое охлаждение конструкции. Исправить трещину можно следующим образом: рассверлить ее начало и конец, удалить шов и заварить ее.
Подрезы
Подрезами называют углубления между швом и металлом. Шов из-за этого дефекта становится слабым. Причина появления подрезов – повышенная величина тока. Образуется подрез обычно на горизонтальных швах. Устранить такой дефект можно наплавкой тонкого шва по линии подреза.

Наплывы
Такой дефект может появиться в случае, когда расплавленный металл натекает на основной, при этом не образуя гомогенного соединения. Причины появления наплывов просты – основной металл не прогрет, сварщик использует излишнее количество присадочного материала. Устранить дефект можно срезанием, обязательно проверив наличие непровара.
Прожоги
Прожоги – это дефекты, которые проявляются в сквозном проплавлении и вытекании жидкого металла. При этом с другой стороны, как правило, появляется натек. Причина появления прожогов – высокий сварочный ток, медленное перемещение электрода, недостаточная толщина подкладки, слишком большой зазор между кромками свариваемого металла. Исправить прожог можно: достаточно зачистить и заварить место дефекта.
Непровар
Непроваром называются локальные несплавления наплавленного металла с основным. Можно назвать непроваром и незаполнение сечения шва. Этот тип дефекта снижает прочность шва, становится он причиной разрушения готовой конструкции. Причина кроется в заниженном сварочном токе, наличии на свариваемых деталях шлака или ржавчины. Чтобы исправить ошибку, нужно вырезать непровар и заварить детали.
Кратеры
Углубления, называемые кратерами, обычно появляются из-за обрыва сварочной дуги. Если такой дефект появился, необходимо вырезать его до основного металла и тщательно заварить.
Свищи
Так принято называть полости, уменьшающие прочность шва. Именно из-за свищей могут образоваться трещины. Исправит ситуацию вырезка дефекта и заварка.
Пористость
Что такое пористость? Это полости, которые заполнены газами. Причина их появления – интенсивное газообразование внутри металла. Размеры пор могут быть как микроскопическими, так и достигающими нескольких миллиметров. Чтобы избежать появления пористости, следует очистить металл от загрязнений и посторонних веществ. Необходимо, чтобы электрод не был влажным. Если ошибка уже допущена, следует вырезать пористую зону до основного металла и заварить, соблюдая технологии.
Перегрев и пережог
Эти дефекты появляются в результате большого сварочного тока или недостаточной скорости сварки. Из-за этого готовое изделие становится очень хрупким. Пережженный метал можно лишь вырезать, а металлы заново заварить.
Контроль сварки
Теперь рассмотрим виды контроля сварных соединений. Существуют следующие методы: внешний осмотр; химический анализ; просвечивание гамма-лучами или же лучами рентгеновскими; металлографический анализ; ультразвуковая или магнитная дефектоскопия; механические испытания.

Существует очень важное правило – для достоверного контроля необходимо непременно очистить соединение от шлака, окалины и сварочных брызг!
Виды и классификации сварных соединений и швов

Сварочный шов – это участок соединения двух частей в единое целое, благодаря расплавлению металла под воздействием высокой температуры и дальнейшей его кристаллизации. На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
По виду сварного соединения
Классификация сварных швов по виду сварного соединения делится на стыковые и угловые. Какое именно произвести соединение в той или иной ситуации, решает мастер, отталкиваясь от положения деталей в пространстве.
- Швы угловые производятся тогда, когда заготовки находятся по отношению друг к другу под углом.
- Сварка стыковых соединений образуется в результате прилегания двух частей или деталей торцами друг к другу, которые располагаются на одной плоскости. Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
- Прорезной (электрозаклепочный) производится в отверстии, которое имеется на детали и выполняется в виде точечных заклепок. То есть, при этом не образуется сварная ванна и шов результате, а детали спаиваются небольшими участками через пазы в заготовке.

По месту выполнения сварки
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
- Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
- Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
- Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
- Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.

По конфигурации
Данная категория стыковых швов используется при ручной дуговой сварке электродом. Сюда относятся три типа сварочных швов – прямолинейные, криволинейные и кольцевые (спиральные). Они производятся вне зависимости от положения рабочего изделия. Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
По протяженности
Классификация сварных швов по протяженности бывает двух видов: сплошные или прерывистые.
- Прерывистый – это такой шов, который производится определенной длины с синхронным интервалом. Он, в свою очередь, делится на два типа – цепная дорожка и шов в шахматном порядке. Например, двусторонние прерывистые соединения на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. Такие типы сцепления могут быть как односторонними, так и двусторонними. То есть, деталь спаивается с двух сторон. Расстояние между этими сварными отрезками называется «сварочный шаг».
- Сплошные способы сварки также делятся на короткие и длинные дорожки, и совершаются вдоль всей заготовки.
- Точечный способ стыковых швов значительно отличается от других, за счет того, что здесь нет сварочной ванны и дорожки. В этом случае заготовки соединяются точками, за счет нахлесточного сварного соединения. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.

Способы протяженных швов: а) сплошной б) прерывистый, в) точечный, г) прерывистый шахматный, д) прерывистый сплошной (цепной)
По технологии выполнения
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
- Подварочный, где — меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
- шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
- временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
- монтажный сварной шов, используется во время монтажа различных конструкций.
По отношению к направлению действующих усилий
Сварка стыковых соединений содержит еще одну важную классификацию, в зависимости от отношения к направлению усилий:
- Продольный способ создания стыка (фланговый), при котором усилие действует параллельно оси дорожки;
- Поперечный метод (лобовой) сварного шва, при котором его ось находится перпендикулярно (90 градусов) к оси усилия;
- Комбинированное соединение сваркой включает в себя одновременно и фланговый и поперечный тип;
- Косой, при котором ось шва располагается под углом к направлению действующих усилий.
По форме наружной поверхности
По форме поверхности сцепления делятся на три основных типа:
- Выпуклые (усиленные)- это многослойные швы, применяемый в сцеплениях при статических нагрузках, но усиленный наплыв приводит к чрезмерному расходу электродного металла и в связи с этим для его использования нужно экономическое обоснование.
- Вогнутые (ослабленные) способы используются для скрепления тонкого металла.
- Нормальные или плоские актуальны при динамических нагрузках, так как они не имеют особого перепада между дорожкой и основным металлом.
По виду сварки
Классификация сварных швов по виду сварки разделяется в зависимости от типа воздействия сварочного аппарата. Например, при работе в среде аргона или другого защитного газа, соединение будет не иначе, как «газовым», при работе с электродом – «электродуговым». Самыми основными видами являются следующие швы:
- ручной дуговой сварки – стыковое или нахлесточное соединение реализуется вручную с помощью электрода. Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
- автоматической сварки, которые осуществляются при работе с аппаратом – трансформатором, выпрямителем или инвертором;
- сварки в инертном газе. Такие стыковые, угловые и нахлесточные соединения считаются самые прочные, так как сварка происходит в среде инертных газов, которые защищают его от окисления. Большим плюсом такого скрепления является эстетический вид и отсутствие отходов и шлаков;
- газовой сварки – дорожка формируется под воздействием температуры, которая создается за счет горения рабочего газа, исходящего из горелки;
- паяных соединений, которые совершаются с помощью паяльника.
Кроме описанных, существует еще множество способов для соединения деталей, как обычных, так и нестандартных, которые применяются для заваривания деталей в труднодоступных местах. Например, швы могут быть однослойными (а) или многослойными(б, в), при которых накладывается несколько валиков, располагающихся на одном уровне поперечного сечения шва.





")