Сварка металлических труб: особенности выполнения работ
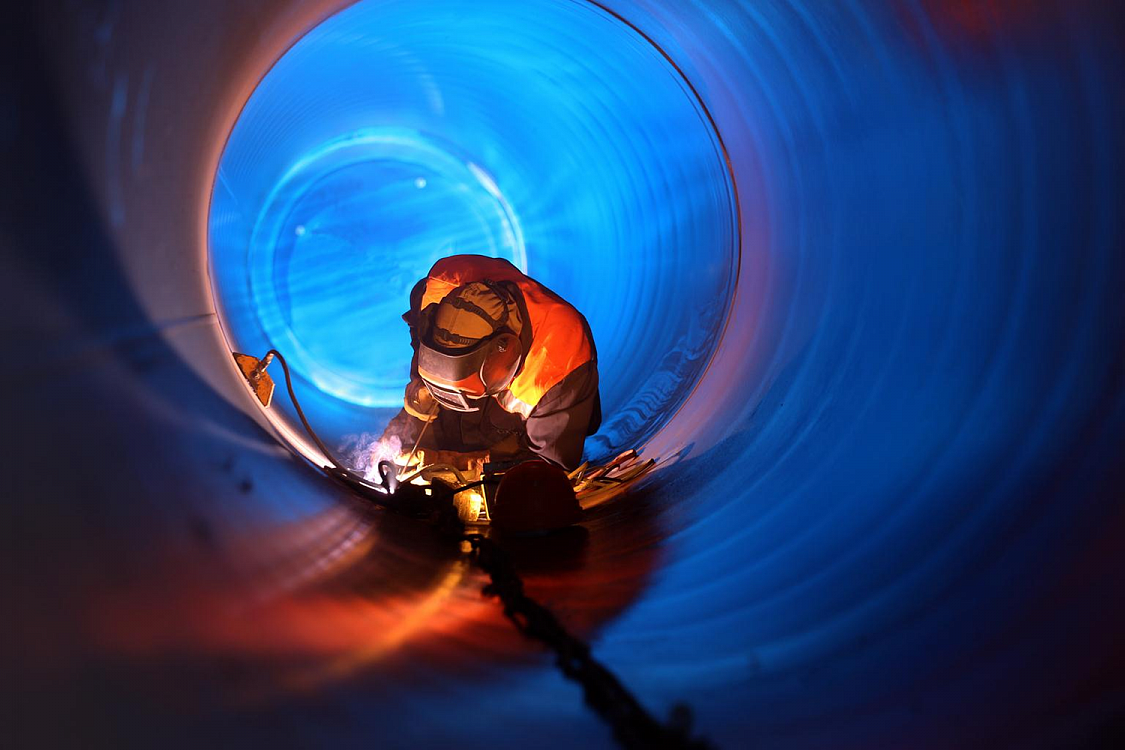
Сварка – самый надежный метод соединения металлических труб из всех, которые известны на данный момент. Аккуратный шов от сварочного аппарата гарантирует цельный трубопровод с разветвлениями из нескольких отрезков. Сварщик сварщику рознь, и этот опыт нарабатывается всю жизнь. Минимальный наплыв шва, аккуратное и прочное соединение, герметичность – основанные показатели хорошей сварки. И в этом деле не обойтись без знаний и технологии, на которых строится практический опыт.

Сварка — наиболее популярный способ соединения металлических труб, используемый и в быту, и в промышленности
Что важно знать о сварке трубопровода из металла
Сварка труб из черного металла используется для монтажа водопроводных и отопительных коммуникаций и остается одной из самых востребованной работ на рынке строительных услуг. Она используется:
- в быту – для установки отопления, водопровода и канализации;
- при укладывании магистральных трубопроводов;
- для изготовления большинства металлических изделий;
- при сооружении строительных конструкций каркасного типа.
Технологически сварка металлических труб отличается от пайки полимерного трубопровода или соединения медных труб, которое подвластно только профессионалам. Сваривают заготовки посредством разных аппаратов:
- для сварки с помощью газовой горелки;
- для электродуговой сварки;
- MIG-MAG или TIG.
Сварочные аппараты отличаются размерами, принципом работы и способом питания.
Для благополучной работы нужен надежный современный аппарат и электроды. Не обойтись без понимания данного процесса и опыта работы. Необходима защитная спецодежда и открытое, хорошо проветриваемое место с площадкой, куда может падать окалина. При выборе аппарата и режима работы учитываются размеры и форма труб, например, сварка квадратной трубы имеет свою специфику. Толщина стенки металлических отрезков и труб и качество среза тоже учитывается.

Для качественного соединения труб необходимо правильно подготовить торцы заготовок
Кромки требуют обязательной зачистки от загрязнений, старой краски и ржавого налета. Это выполняется всегда, перед тем как варить профильную трубу (и другую разновидность трубного проката), важно подготовить места стыковки. Далее снимают фаску, чтобы V-образный шов заполнить расплавленным металлом. Такое соединение должно быть:
- прочным;
- надежным;
- герметичным;
- эстетичным.
Обычно достаточно одного неспешного прохода сварочным аппаратом по шву. Качественную работу также обеспечивает шов с незначительным наложением, а не сварка встык.
Обратите внимание! Соединение труб толще 4 мм требует других подходов, чтобы не было перегрева места соединения и потери прочности состыковки.
Применяемые в строительстве способы сварки труб
Сварка используется для прочной и неразъемной состыковки металлических и полимерных изделий. Этот способ классифицируется по типу спайки шва – под давлением или термообработкой:
- холодная;
- химическая спайка;
- ультразвуковая;
- соединение под трением или контактная;
- газопрессовая и прессовая.
Для выполнения таких разнообразных по своей сути методов используют:
- ручной инструмент;
- промышленное оборудование;
- сварочные аппараты;
- инструменты для полимерной пайки;
- химические компоненты;
- прессы.
Это интересно! Холодное прессовое соединение подходит для работы с трубами и профилем из цветных металлов. Они более пластичны и податливы, чем стальные изделия. Для меди, алюминия и бронзы используют другой принцип соединения. Один из методов – деформация торцевых срезов под давлением с применением пресса.

Для монтажа труб горячей сваркой (электро- или газовой) требуется специальное оборудование
Газовая и электродуговая сварка стальных труб требует определенных условий, специального оборудования, инертной среды или применения флюса. Для состыковки трубопровода самым распространенным остается метод плавления срезов с предварительной обработкой кромки.
Краткое описание технологии газовой сварки
- Принцип действия – быстрое прогревание торцевых срезов (кромок) соединяемых квадратных или круглых труб посредством газокислородного пламени. Далее происходит заполнение расплавленным металлом зазора между подготовленными кромками от разогреваемого прутка. Прочность и свойства полученного шва ниже, чем при стыке во время работы электродуговой сваркой.
Данный вид сварки в предпочтении при состыковке металлических труб небольшой толщины. Бывают ситуации, когда доступен только этот способ или нет иного оборудования. Газосварка рекомендуется при монтаже трубопровода из металлопроката со стенками не более 3,5 мм. Но наиболее распространенной остается электродуговая сварка и механическое соединение труб посредством полуавтомата.
Материалы и оборудование для газосварки:
- сварочный аппарат;
- кислородный баллон (поддержание процесса горения при большой температуре);
- ацетилен или другой газ с аналогичными характеристиками (пропан, метан, керосиновые пары);
- сварочный прут (проволока для наполнения шва пластичным металлом);
- флюсы в виде порошка или пасты (для уменьшения образования окислов металла, от нагревания поднимается наверх и образует пленку.
- Флюс – обязательное условие при варке меди, чугуна и легированной стали. Для углеродистой стали это не обязательно. Состав подбирается под параметры свариваемого металла.
- Электроды должны соответствовать толщине изделий. Для состыковки стального трубопровода со стенками небольшого диаметра специалисты рекомендуют использовать электроды по 3-4 мм – наиболее ходовые.
- Подготовку кромок предполагает любой процесс сварки металлических труб. Схема последовательных действий – это очистка торцевых поверхностей и обработка кромок. Для тонкостенных труб до 3,5 мм кромки делать необязательно, а для большой толщины изделий нужны скошенные кромки, поскольку полное прогревание осложнено.
- Исполнение швов производится слева направо или в обратном порядке, при этом пламя работает на сварном участке шва, присадочный прут смещается за горелкой. Это увеличивает эффективность сварки и снижает расход газа, даже при толщине стенки трубы свыше 5 мм. При левосторонней сварке работают справа налево, перед горелкой смещают присадочный прут. Этот способ дает более эстетичный шов, поэтому применяется для сварки квадратных и тонкостенных труб.
- Необходима подготовка кромок и получение фасок перед началом сочленения трубопровода. После подготовки торцов отрезки центруют между собой и точечно прихватывают в 3-4 точках по окружности (углам квадратной трубы). «Прихваточная» спайка не должна быть слишком заметной, не поднимаясь высоко над торцами.
- После проверки горизонтали соединяемых труб и корректирования центровки начинают «обварку» шва. Для первого этапа лучше пользоваться электродами меньшего размера, порядка 3 мм. Фаска должна заполняться расплавленным металлом не на полную глубину, до половины или 2/3 объема. При втором прохождении идет корректировка большим электродом (4 мм).

Первый этап газовой сварки — «прихваточная» спайка
Важно! К завершению работы газовой сваркой не должно быть непроваренных участков, чрезмерных наплывов, окалины со шлаком и других дефектов. Качественный непрерывный шов говорит об успешно выполненной работе. В трубах большого диаметра наличие внутренних пустот шва можно обнаружить только специальным дефектоскопом.
Технология электродуговой сварки
Овладеть навыками электродуговой сварки немного сложнее из-за переменчивости тока. Способ сочленения торцов труб происходит под воздействием электрического разряда, образующего высокотемпературную дугу. Качество стыков при дуговой сварке труб зависит от многих факторов, включая организацию работ, толщину изделий и марки стали. Также влияют параметры электрического тока, его полярность и длина дуги. Менее важна температура трубы к моменту сварки и амплитуда работы электродами. Возрастание силы тока ускоряет сварку металлических труб.
При дуговой сварке для повышения качества шва приходится иметь дело с поворотными стыками (с поворотом отрезков вокруг своей оси). Но это не всегда возможно, поэтому в коммуникациях сочетаются неповоротные и потолочные стыки. Особенность неповоротного сочленения – необходимость прохождения шва 2-3 раза:
- корневой слой;
- заполняющий;
- облицовочный.
Внимание! При необходимости выполнения сложных неповоротных сочленений трубы большого диаметра должны слаженно работать 2-3 сварщика с аппаратами сходных параметров. Это обеспечивает качество шва и сокращает время работы.
Переменные характеристики электричества могут работать на пользу процесса сварки. Обратная полярность и уменьшение силы дают качественный разогрев кромки и плавление металла. Подготовка металлических труб к сварке практически не отличается – очищение кромки и образование фаски. Далее технология предполагает основные этапы:
- фиксация сочленяемых труб на сварочном стеллаже;
- стяжка и центровка торцов до получения достаточного для сварки зазора;
- точечная прихваточная сварка;
- получение сплошного равномерного шва.
Сварка неповоротных стыков осуществляются тремя способами:
- ручная (самая трудоемкая);
- полуавтоматическая;
- автоматическая.

Электродуговая сварка имеет свои особенности и считается более сложной, чем газовая
Для прокладки коммуникаций используются промышленные аппараты, следящие за выполнением процесса в автоматическом режиме. Для этого есть пульт управления и сварочная головка на самоходном перемещающемся модуле. При этом сварочная головка во время работы продвигается по окружности металлических изделий, прошедших предварительную центровку, проваривая торцы электродом.
Основная классификация швов
Швы бывают сплошные и прерывистые. На сегодня известно 32 способа получения качественной стыковки труб из разных материалов. На практике отработано 4 разновидности соединения поверхностей:
- «Тавровое» (напоминает перевернутую букву «Т»).
- «Нахлесточное» (кромки перекрывают друг друга).
- «Стыковое» (вокруг общей воображаемой оси).
- Угловое (под различным углом, не обязательно 90°).
Сварка стальных труб классифицируется по расположению изделий для получения качественного шва:
- горизонтальные;
- вертикальные;
- нижние;
- потолочные.
Нижнее – самое удобное расположение сварных деталей, когда возможно, стараются обеспечить данное положение труб для поворотных стыков. Желательно, чтобы сварщик работал с нижним положением, а соединяемые трубы поворачивают для получения однородного шва.
Герметичность шва без излишних наплывов и пустот, которые может обнаружить дефектоскоп, в конечном счете, определяет качество выполняемых работ. Иногда какой-то участок приходится переваривать после оценки качества. Переделывать всегда сложнее, чем добросовестно делать. Поэтому ученикам советуют практиковаться перед выполнением сварки на обрезках трубы подобного формата.
Сварка в строительстве трубопроводов
Транспортировку бытовым и промышленным потребителям воды, газа, нефтепродуктов все чаще производят по трубопроводам. Поэтому строительство таких инженерных сооружений становится все более востребованной сферой промышленности. Первоначально прокладку труб производили с использованием муфтовых резьбовых соединений. Однако для более надежной транспортировки жидких и газообразных продуктов стали применять трубы больших диаметров с особыми характеристиками. Это потребовало поиска наиболее прогрессивных способов сварки стыков трубопроводов. В этой задаче нужно обеспечить не только минимальное время выполнения монтажных работ, но и гарантировать максимальную герметичность сварных соединения. В связи с этим, применение дуговой сварки в строительстве трубопроводов позволяло эффективно справиться с решением такой задачи.
Классификация трубопроводов
Такие инженерные сооружения специалисты классифицируют по нескольким основным факторам:
По функциональному назначению:
Магистральные. Прокладываются для транспортировки различных веществ на значительные расстояния. Как правило, по ним перекачивают газ, нефть, воду. Непременно комплектуются насосными станциями.
Технологические. Используются в большинстве промышленных предприятий для обеспечения производственного оборудования необходимым для выполнения технологических процессов жидким и газообразным сырьем, таким как газ, пар, вода, определенные нефтепродукты, сжатый воздух. Также довольно часто такие трубопроводы задействуют для транспортировки изготовленной продукции.
Коммунально-сетевые. С их помощью обеспечивается подача горячей и холодной воды, пара к бытовым потребителям. Такие трубопроводы отличаются достаточно сложным монтажом, так как для их нормального функционирования необходимо множество изгибов, переходов, распределительных соединений.
Судовые и машинные. Их монтируют, как правило, на морских добывающих платформах и крупных судах.
Наземные и надземные. Для прокладки надземных требопроводов используют разнообразные балки, эстакады, опоры, позволяющие гарантированно удерживать трубы над поверхностью грунта.
Подземные. Укладываются в траншеях либо в специальных каналах.
Подводные. Прокладывают по дну озер, рек, морей.
Плавающие. С помощью специальных устройств удерживаются на поверхности воды.
По виду транспортируемого материала:
Газопроводы. Они могут быть как магистральными, так и коммунальными. На пути укладки такого типатрубопроводов обустраивают распределительные станции. Для строительства магистральных газопроводов применяют трубы диаметром до 1,5 метров. А для прокладки коммунальных газопроводов используют трубный металлопрокат с поперечным сечением до 2 дюймов.
Нефтепроводы. С помощью таких магистральных и коммунальных трубопроводов осуществляют доставку к перерабатывающим предприятиям как нефти, так и продуктов ее переработки. Их прокладывают не только наземным, но и подземным, и даже подводным способом.
Водопроводные. Как правило, это коммунальные системы для подачи холодной и горячей воды бытовым и промышленным потребителям. В последнее время все чаще их прокладывают с использованием металлопластиковых труб. Но иногда строят и магистральные.
Канализационные. С их помощью производят из зданий различного назначения отвод жидких хозяйственно-бытовых отходов.
По способности выдерживать определенное давление транспортируемого по трубам материала:
Низкого давления. Прокладываются для передачи жидких и газообразных веществ под давлением до 12 атмосфер.
Среднего давления. Для транспортировки разнообразных продуктов в жидком либо газообразном состоянии с давлением в диапазоне 12…25 атмосфер.
Высокого давления – гарантированно выдерживают давление больше 25 атмосфер. Традиционно это газовые и нефтяные магистральные трубопроводы.
Также трубопроводы могут строиться с учетом необходимости выдерживать определенные температуры, противостоять степени агрессивности передаваемых веществ.
Способы сварки трубопроводов
Магистральные трубопроводы для транспортировки разнообразных материалов сваривают чаще всего с применением дуговых методов сварки. Автоматическая электродуговая сварка под флюсом используется для выполнения больше 60% всех сварных стыков на магистральных трубопровожах. Такая технология наиболее эффективна при сварке поворотных стыков трубопроводов, имеющих диаметры в диапазоне 219…1420 мм.
Для выполнения сложных неповоротных стыков чаще всего пользуют ручную дуговую сварку. Такой способ соединения дает возможность выполнять сварочный процесс в различных пространственных положениях.
Большой популярностью при строительстве нефтепроводов и газопроводов пользуется механизированный способ сварки с применением порошковой проволоки, позволяющей получать правильную геометрию сварочного шва в различных пространсвенных положениях. Такая технология сварки трубопроводов дает возможность оптимизировать затраты на их строительство. Механизированный сварочный процесс позволяет повысить производительность и осуществлять сварку со скоростью 30…60 см/мин, а при ручной дуговой сварке этот показатель составляет около 10…20 см/мин .
Требования к подготовки трубы перед сваркой
Получить качественное неразъемное соединение можно лишь при условии хорошей подготовки торцев свариваемых труб. Традиционно для этого необходимо произвести следующие операции:
Выполняется правка торца каждого трубного изделия, подвергающегося сварке. В результате такой процедуры конец трубы должен иметь правильную круглую форму и перпендикулярную поферхность относительно продольной оси трубы. После транспортировки возможны деформации различной степени. Такой процесс правки и торцевания производят с использованием разнообразного механического, гидравлического, пневматического оборудования. При сварке труб большого диаметра также производят снятие фаски на торце перед сваркой. Это позволяет получить качественное проплавление и формирование геометрии сварного шва.
Произвести зачистку концов труб от ржавчины, масляных и других видов загрязнений. Получить сварочный стык с высокими механическими и прочностыми характеристиками можно лишь при сварке подготовленных чистых поверхностей свариваемого металла. Метод очистки в каждом конкретном случаем нужно подбирать с учетом вида загрязнения. Для удаления органических и маслянистых загрязнений применяют специальные обезжиривающие составы. С помощью стальных щеток либо абразивных кругов удаляют ржавчину и коррозионностойкие покрытия, изоляцию в случае их наличия.
После подготовки торцев труб и применяемых сварочного оборудвования можно приступать к монтажу трубопровода.
Способы сварки стальной трубы
При кажущейся простоте сварка стальных труб требует от электрогазосварщика высокой квалификации. Различные технологии автоматической сварки не могут полностью заменить ручной труд. Выбор способа соединения происходит в зависимости от масштабов работ, диаметра трубы и других условий.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра;
- ручная электродуговая сварка (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Газосварка
 Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Такой способ требует больших затрат времени на получение газа и безопасную эксплуатацию сварочного оборудования. Поэтому для сварки металлических труб подключают баллоны с горючим газом.
Применение ацетилена обусловлено его высокой температурой горения. С помощью пропана производят резку стальных труб.
При соединении трубопроводов с толщиной стенки не более 3 мм разделка кромок не нужна. Детали с более толстыми стенками требуют подготовки кромки с одной стороны или двусторонней разделки под острым углом.
При работе с помощью газосварки лучший шов получается в нижнем положении. Возможность выполнить такой шов есть только при поворотном стыке.
Газовая сварка часто используется для сваривания заготовок в неповоротном положении (когда трубу невозможно прокрутить, повернуть). Такая работа доверяется сварщикам с высокой квалификацией, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Сам процесс представляет собой расплавление огнем горелки кромок деталей, внесение присадочного металла стальной проволоки и формирование катета шва.
Стыки стальных труб, исполненные газосваркой, превосходят стыки, выполненные электросваркой, по наполненности и меньшему разогреву стали.
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.
 Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате.
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Нюансы подготовки и проведения работ
 Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Изготовление разъемных соединений
Для изготовления разъемных соединений потребуется приварить заготовку к фланцу. Работа ведется в нижнем положении. Лучшим вариантом является полуавтоматическая электродуговая сварка. Сварка фланцев может выполняться неповоротным швом, при этом может применяться операционный способ.


Стыковка стальной трубы производится под углом 90° к плоскости фланца, таким образом, упрощается работа по сборке разъемных соединений. Операция приваривания детали к фланцу выполняется аналогично операции по соединению труб.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
 АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками;
АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками; марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР;
марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР; качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
Правильная сварка труб

Вопросы, рассмотренные в материале:
- Виды водопроводов и правильная сварка труб
- Как подобрать электроды для правильной сварки труб
- Способы и советы по правильной сварке труб
- Предварительные работы для правильной сварки труб
- Правильная сварка труб: пошаговый алгоритм
- Техника безопасности при сварке труб
Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
В процессе правильной сварки труб необходимо следить за заполняемостью краев, отсутствием подрезов. Если сила тока мала, то сварочная ванна будет равна очертанию электрода. При увеличении силы тока, двигая электрод по кругу или из стороны в сторону, можно сформировать правильный сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Способы сварки стальной трубы
При кажущейся простоте сварка стальных труб требует от электрогазосварщика высокой квалификации. Различные технологии автоматической сварки не могут полностью заменить ручной труд. Выбор способа соединения происходит в зависимости от масштабов работ, диаметра трубы и других условий.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра;
- ручная электродуговая сварка (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Газосварка
Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Такой способ требует больших затрат времени на получение газа и безопасную эксплуатацию сварочного оборудования. Поэтому для сварки металлических труб подключают баллоны с горючим газом.
Применение ацетилена обусловлено его высокой температурой горения. С помощью пропана производят резку стальных труб.
При соединении трубопроводов с толщиной стенки не более 3 мм разделка кромок не нужна. Детали с более толстыми стенками требуют подготовки кромки с одной стороны или двусторонней разделки под острым углом.
При работе с помощью газосварки лучший шов получается в нижнем положении. Возможность выполнить такой шов есть только при поворотном стыке.
Газовая сварка часто используется для сваривания заготовок в неповоротном положении (когда трубу невозможно прокрутить, повернуть). Такая работа доверяется сварщикам с высокой квалификацией, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Сам процесс представляет собой расплавление огнем горелки кромок деталей, внесение присадочного металла стальной проволоки и формирование катета шва.
Стыки стальных труб, исполненные газосваркой, превосходят стыки, выполненные электросваркой, по наполненности и меньшему разогреву стали.
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.
Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате.
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Нюансы подготовки и проведения работ
Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Изготовление разъемных соединений
Для изготовления разъемных соединений потребуется приварить заготовку к фланцу. Работа ведется в нижнем положении. Лучшим вариантом является полуавтоматическая электродуговая сварка. Сварка фланцев может выполняться неповоротным швом, при этом может применяться операционный способ.
Стыковка стальной трубы производится под углом 90° к плоскости фланца, таким образом, упрощается работа по сборке разъемных соединений. Операция приваривания детали к фланцу выполняется аналогично операции по соединению труб.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
- АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками;
- марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР;
- качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
Как варить трубопровод ручной дуговой сваркой
Прокладка трубопроводов – дело непростое и ответственное. От качества сварки зависит дальнейшая эксплуатация готового изделия. Ручная дуговая сварка позволяет выполнять качественные швы, соответствующие ГОСТ.
 Ручная дуговая сварка
Ручная дуговая сварка
- Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги

- Сварочный аппарат для полипропиленовых пластиковых труб: как выбрать инструмент, оборудование, видео, отзывы

При домашнем ремонте и промышленном строительстве трубопроводов применяется несколько способов сборки элементов в единую конструкцию. Сварка – наиболее надежный метод крепления для труб. В результате получается прочное, герметичное соединение, монолитный трубопровод.
Технология дуговой сварки
Прочность соединений, полученных в результате сварки, достигается за счет нагревания электрической дугой сплавов из разных металлов и их пластической деформации от воздействия высоких температур. Этот процесс приводит к взаимному обмену элементарных частиц электрода и используемых материалов. Возникают молекулярные связи, делающие крепление неразъемным.
Подходя к сварке трубопроводов со всей ответственностью, необходимо знать основные моменты технологии сварки разных материалов.
Сварка неповоротных стыков
Для сварки неповоротных стыков металлической трубы подходит трехслойная сварка. Если такие стыки варят на трубах диаметром до 1,2 см, их ширина должна равняться тройной толщине электрода, а высота быть не выше 0,4 см. Способ сварки – поступательно-возвратный. Дуга делается максимально короткой – до 2 мм. Предыдущий слой покрывается следующим на 2-2,5 см.
Сварка поворотных стыков
Поворотные стыки также варят в три слоя. Процесс происходит в несколько этапов:
- Стык условно разделяют на 4 части.
- Сваривают два из них и поворачивают полученное соединение на 180 градусов.
- Сваривают остальные отрезки.
- Переворачивают трубу на 90 градусов и варят слой второй.
- Поворачивают трубу еще раз на 180 градусов.
- Повторно сваривают две оставшиеся части.
Если необходимо сварить трубы, диаметр которых более 50 см, выполняется технология обратноступенчатая:
- Стык делится на короткие отрезки от 15 до 30 см.
- Трубу вращают и накладывают слои.
Поворотные стыки, диаметр которых до 20 см, варят без разделения на отрезки. В этом случае применяют сплошной шов при вращении трубы. Обратите внимание, что 2 и 3 слои сварки накладывают в противоположных направлениях. Смежные слои перекрывают на 1-1,5 мм.
Сварка трубопроводов из сталей повышенной прочности
Уменьшению металлоемкости конструкций при строительстве трубопроводов способствует использование для этих целей изделий из стали повышенной прочности. При работе с ними учитывают:
- тепловой режим, который препятствует появлению закалочных трещин и мартенсита;
- качество сварочных материалов, которые обеспечивают повышенную технологическую прочность наплавленного металла и его равнопрочность с основным материалом.
Для этого проводят следующие операции:
- по условиям проплавления проводят расчет режима сварки;
- определяют допустимую скорость остывания стали после сварки.
Варят стали повышенной прочности двумя способами:
- с термической обработкой сварных стыков;
- без термической обработки сварных стыков.
Электроды, предназначенные для сваривания труб с высокой прочностью, имеют сопротивление разрыву свыше 590 МПа.
Главные преимущества электродов для варки с последующей обработкой соединений:
- ударная вязкость;
- небольшое удлинение;
- сопротивление разрывам.
Под стандарты ГОСТ 9467-75 подходят 5 видов неосновного материала для сварки металлоконструкций повышенной прочности:
- Э150;
- Э1255;
- Э100;
- Э85;
- Э70.
При сваривании металлоконструкций из сталей упрочненного класса без последующей после сварки термической обработки, выбирают электроды, обеспечивающие получение шва с аустенитной структурой металла. В результате получают сварные соединения с повышенной устойчивостью к образованию трещин, а сам шов – с высокими показателями вязкости и пластичности.

Сварка газопроводов и труб для транспортировки агрессивных жидкостей
Трубопроводы для транспортировки агрессивных жидкостей, кислот и щелочей, должны быть отведены от других инженерных коммуникаций. Все соединения должны быть герметичны, не подвержены трещинам и иметь стойкость к высокому давлению.
Материалы для сварки должны обладать антикоррозийными и антиокислительными свойствам, чтобы не возникло протекания вдоль сварного соединения в довольно агрессивных средах. При сварке трубопровода данного типа важно соблюдать и не нарушать правила, чтобы избежать нежелательных дефектов.
Специальные сварочные работы
Существуют особые способы сварки, которые используются только для определенных видов изделий конкретной специфики сваривания.
Диффузионная сварка
Образование связей на атомарном уровне за счет пластической деформации при приближении металлических элементов друг к другу при повышенной температуре получило название диффузионной сварки.
Соединения, полученные таким методом, имеют преимущества:
- экологичность;
- низкий расход электроэнергии;
- сохранение качественных характеристик используемых металлических деталей;
- небольшая зависимость от внешнего воздействия;
- соединение материалов, обладающих различными свойствами.
Сварка давлением
Сварка давлением – разновидность контактной сварки. В ее процессе поверхности находятся под высокоинтенсивным давлением, поэтому соединение получается бед дополнительного нагрева.
Качество шва, полученного таким способом зависит от:
- приложенных усилий;
- возможности металла поддаваться пластическому деформированию;
- предварительной подготовки материала.
При контактной сварке свариваемую область подвергают защите с помощью среды инертного газа.
К специальным видам сварочных работ также относятся:
- термитная сварка;
- сварка трением;
- сварка взрывом;
- электроннолучевая сварка;
- импульсно-дуговая сварка.
Электрошлаковая сварка
Работы при такой сварке основаны на процессе, при котором через расплавленный шлак проходит электрический ток, и энергия электронов преобразовывается в тепловую.
Отличительными характеристиками электрошлаковой сварки являются малая сосредоточенность энергии в области нагревания и большая зона нагрева.

Лазерная сварка
Излучение лазера – высококонцентрированный источник нагревания. Им служит оптический квантовый генератор.
Обладает рядом преимуществ в сравнении с другими видами сварки:
- повышенные скорости охлаждения и нагревания, которые снижают область термического воздействия и уменьшают вероятность качественных изменений металла;
- луч можно передавать на значительные расстояния, что делает возможной сварку в труднодоступных местах;
- деформация деталей уменьшается в десяток раз, благодаря узкому, но глубокому шву.
Подготовка к ручной дуговой сварке
Выбор режима дуговой сварки
Эффективность процесса зависит от правильного выполнения технологических моментов, поэтому важно выбрать режим сварки. Для этого нужно точно знать конфигурацию и толщину заготовок, химсостав металла и конструкцию сварочного соединения. В результате будет подобран подходящий диаметр электрода и величина тока.
Разные факторы имеют различное влияние на процесс, поэтому их поделили на 2 вида.
Основные параметры (они связаны с характером горения дуги), которые нужно учитывать:
- количество проходов;
- быстрота дуговой сварки – зависит от толщины металла и шва, оптимальная скорость перемещения должна быть такой, чтобы шов оказался в 2 раза шире диаметра электрода;
- длина дуги сварки – связана с диаметром электрода, от нее зависит прочность свариваемого соединения;
- полярность и род тока – бывает прямой и полярной, в зависимости от того, из какого металла сделано изделие;
- сила тока – влияет на качество шва и производительность сварки;
- диаметр электрода – зависит от кромок свариваемых изделий и способа сварки.
- наклон и длина электрода – от этих показателей зависит степень и скорость его нагревания;
- температура металла для сварки начальная;
- расположение изделия в процессе – электрод удерживают вертикально, это имеет значение для ширины и глубины шва.
Зная особенности всех параметров режима сварки, можно настроить свой сварочный аппарат на максимально продуктивную и эффективную работу.

Сварочное оборудование и типы электродов
Основное оборудование для ручной дуговой сварки – разного рода трансформаторы, которые способствуют непрерывности электродуги и являются источником питания. Эту же функцию выполняет и сварочная установка.
Рабочим инструментом сварщика для дуговой ручной сварки есть электрический держатель. Его цель – удержание электрода и подвод к нему электрического тока. Им выполняются все манипуляции в процессе, со стороны специалиста не прикладываются длительные усилия.
Держатели надежно крепят электрод в любых положениях, перпендикулярно и под углом, что позволяет не деформировать изделие при работе в труднодоступных местах. Электродержатели производят смену не более 4 секунд. По способу закрепления электрода их делят на специализированные и универсальные.
Для ручной дуговой сварки электроды подбирают неплавящиеся и плавящиеся, которые изготавливают из легированной, высоколегированной и углеродистой стали.
Обработка стыков трубопровода
Сборка стыков под сварочные работы заключена в совмещении торцов труб, чтобы их поверхности совпали, а ось трубопровода не была нарушена. Обрабатывают концы механическим способом – фрезой, резцом, абразивным кругом.
Обработка стыков необходима для холодного натяга, который компенсируется при последующем прогревании трубопровода его удлинением. Холодный натяг дает возможность разгрузить конструкцию от температурных напряжений.
Обработка стыков после натяга грозит образованием в них трещин после нагревания. При рабочей или комнатной температуре прочность стыка выше, чем при температуре отпуска. При отпуске первого стыка, который выполняет функцию пластического шарнира, часть натяга снимается.
Предварительный подогрев трубы
При сварочных работах со сталями среднелегированными, с повышенным содержанием углеводорода, которые склонны к резкой закалке, обязателен предварительный нагрев труб. Из-за чувствительности к термическому циклу сварки, область околошовная становится резко закаленной и непластичной при любом виде сварки. Шов формируется неудовлетворительно.
Предварительный подогрев приводит к снижению скорости остывания зоны возле шва, в ней образуются структуры с запасом пластичности. Они служат защитой от образования трещин под воздействием цикла термодеформации.
Температуру подогрева рассчитывают с учетом толщины стали и ее химического состава. После чего корректируют, определив реальную скорость охлаждения и сопоставив эти показатели.
Техника ручной дуговой сварки
Дуговая сварка является универсальным способом соединения металла. От качества сварочного шва зависит всей конструкции. Важно научиться грамотно работать со сварочным аппаратом, чтобы шов был надежным и герметичным.

Требования к сварному шву по ГОСТ
Стандарт параметров качества сварных швов определен по ГОСТ 23118-99. Кроме него, контроль за всеми видами сварочных работ и их результатами производят согласно:
- ВСН 012-88 – инструкция, по которой определяется, какие действия предпринимаются для контролирования качества сварных швов;
- ВБН А.3.1.-36-3-96 и ВСН 006-89 – подробный инструктаж о проведении работ сварочным аппаратом;
- СП 105-34-96 – сборка правил, которые регламентируют стандарты проведения сварочных работ и характеристики качества сварного шва.
Приемы дуговой сварки
Запал дуги проходит в несколько стадий:
- короткое замыкание электрода на элемент;
- отведение электрода;
- появление дуги.
Касаться электродом изделия следует отрывисто, иначе возникает опасность его приваривания. Качество сварки зависит непосредственно от длины дуги:
- длинная – делает шов пористым, неоднородным;
- короткая – устойчиво горит и гарантирует хороший шов.
Если угол наклона меньше 90градусов, сварку проводят углом вперед, если больше – наклонив назад. Электрод при сварке может двигаться тремя способами:
- движения поперек шва – в результате получают шов, который называют расширенный валик;
- движение вдоль оси электрода – для поддержки постоянной длины дуги;
- движение вдоль оси валика – получают узкий шов и ниточный валик.
Схемы сварки
Схема дуговой сварки заключена в образовании замкнутого контура, по которому циркулирует высокочастотный, постоянный или переменный ток. Сварочные швы бывают трех видов:
- короткий;
- средний;
- длинный.
По размеру сечения швов определяются их свойства:
- однословность или однопроходность;
- многопроходность или многослойность.
Однопроходная сварка – экономична и проста, высокопроизводительна. Ее недостаток – низкая пластичность металла и большая область перегрева.
В результате многослойной сварки создаются надежные и прочные соединения, они более износоустойчивы. Для заполнения шва применяются несколько способов сварки:
- «каскадный»;
- «горкой»;
- «в угол»;
- «в лодочку».
Пошаговое обучение – дуговая сварка неповоротных стыков труб
Горизонтальная и вертикальная сварка неповоротных стыков отличаются лишь тем, что при втором варианте расположения шва постоянно нужно менять угол наклона электрода.

Сварка корневого валика на трубе
Корневой обратный валик формируют электродом диаметром 0,3 см. Длина дуги – короткая или средняя. Наклон электрода к вертикальной плоскости трубы выдерживают, глядя на проплавление другой стороны корня шва, он составляет 80-90 градусов углом назад.
Величина тока подбирается с учетом зазора между торцами, толщины основного металла, толщины притупления и положения в диапазоне.
Объем сварочной ванны определяет скорость сварки. Она должны быть подобрана так, чтобы оба торца отлично сплавлялись, а корневой валик оставался в норме. Возможно применение электрода большего диаметра – 0,4 см. Валик второй делается по всей ширине, приваривая корневой и кромки. Сварщик выбирает электрод, промеряв его торцом ширину первого валика. Сварка происходит углом назад, со средней скоростью. Величина тока – средняя.
Заполнение шва
Заполняют разделку с нижней кромки. Третий валик выполняется на повышенных режимах.
В зависимости от размещения шлака сварку проводят под прямым углом или углом назад 70-80 градусов. Величина тока подается в максимальном диапазоне.
Скорость сварки должна быть такой, чтобы получился валик с усилением. Электрод движется по нижнему краю второго валика. Полноту третьего элемента сварщик должен рассчитать так, чтобы она была не слишком широкой и не узкой.
Юлия Петриченко, эксперт
При сварке четвертого валика наклон электрода 80-90 градусов, выполняется углом назад или под прямым углом. Он должен быть в норме.
Скорость сварки подбирается такая, чтобы сварочная ванная сплавляла верхнюю кромку разделки с третьим валиком, проплавляя второй по центру.
Замок сварного шва
Сварка каждого из валиков оканчивается проплавлением начала и запуском на шов на 0,2-0,3 см. Если работа выполняется в одиночку, каждый слой следует оканчивать по всему периметру без перерывов. «Замки» должны быть отдалены друг от друга на 0,5 см.
Многослойную сварку ведут по спирали, чтобы за счет уменьшения «замков» снизить дефективность сварочного шва.
Сварка лицевого слоя
Лицевой слой варят электродами такого же диаметра, как и при заполнении разделки. Величина тока – средняя.
Делают обычную горизонтальную наплавку (1,5 диаметра электрода), верхний слой выполняют на повышенной скорости для получения более плоского и гладкого валика. Диаметр электрода можно подобрать и меньший, соответственно с ним уменьшают и сварочный ток.
Видео-урок. Дуговая сварка неповоротных стыков
Ручная дуговая сварка – максимально надежный способ соединения металлических элементов в единое изделие. При прокладке трубопроводов без нее не обойтись. Особенно, если работу нужно выполнить в труднодоступном месте и в одиночку.
Приходилось ли вам использовать какой-то из видов дуговой сварки? Какой из них вы считаете самым простым в выполнении и производительным? Поделитесь с нами в комментариях к статье!
Все о ремонте бетономешалок

- Какие инструменты понадобятся?
- Типичные неисправности
- Устранение поломок
- Почему нужен ремонт?
- Гарантийное обслуживание?
Бетономешалки для строителей – это нужная и довольно надёжная техника. Если её правильно эксплуатировать, то прослужить такие аппараты могут долго. Возникшие по ходу неисправности можно запросто исправить своими руками (если аппарат уже не подлежит гарантийному сроку обслуживания). Для этого не нужно специальное образование – достаточно иметь лишь некоторые познания и уметь владеть необходимым инструментарием.


Какие инструменты понадобятся?
Чтобы заняться ремонтом бетомешалки, особые инструменты не потребуются – как правило, у мужчин всё это есть в гаражах или мастерских. Рассмотрим общий перечень:
- кувалда либо молоток (в зависимости от сложности работ);
- ключи разного размера (гаечные, разводной, газовый);
- набор отвёрток;
- плоскогубцы обычные и с заострённым основанием (чтобы снять и поставить стопорные кольца);
- пинцет и тестер (мультиметр);
- зубило;
- тиски.
Дополнительно могут понадобиться и другие инструменты – всё зависит от конкретной неполадки. Например, для выполнения определённых работ нужен будет съёмник подшипников или болгарка. Пусть под рукой будет и нож.



Типичные неисправности
Бетономешалки выпускают различные производители, они могут отличаться конфигурацией, но поломки у всех устройств подобного типа одинаковые. Рассмотрим типичные неисправности бетоносмесителей.
- Кнопка «пуск-стоп». Чаще всего выходит из строя этот переключатель. Бывает, нажимая на «старт», при отпускании этой кнопки барабан перестаёт крутиться.
- Если включаете бетономешалку, а она не начинает работу, возможно, проблема в конденсаторе электродвигателя. Попробуйте подтолкнуть барабан рукой – запуск должен произойти.
- Проблемы в работе техники могут возникнуть при оторванном ремне либо когда требуется замена шкива. В таких случаях агрегат включится и будет шуметь, но барабан не будет вращаться.
- Бетономешалка может работать с рывками – обратите внимание на шестерни. Скорее всего, потребуется замена венечной либо ведущей шестерни. Возможна замена подшипника.
- Барабан крутится в обратную сторону – проверьте электрику, наверняка произошел сбой в электрической части механизма.
Остановимся подробно на ремонте вышеописанных неисправностей.

Устранение поломок
Чтобы заменить переключатель бетоносмесителя, снимают защитный чехол блока электродвигателя (откручивают саморезы, которые держат защитный кожух) и обесточивают технику. Мультиметром проверяют катушку электромагнита – при нулевом показателе починить своими руками не получится, кнопку в этом случае заменяют на новую.

По подобной технологии заменяют и пусковой конденсатор электродвигателя:
- после снятия защитного кожуха с блока электродвигателя отключают провода от конденсатора;
- снимают конденсатор (у неисправного элемента чувствуется запах горелой пластмассы);
- устанавливают аналогичный новый элемент (с таким же рабочим напряжением и другими подобными параметрами);
- подключают проводку и устанавливают на место защитный кожух.

Отремонтировать редуктор – задача посильная, это тоже можно сделать своими руками. После замены любой детали бытовой бетоносмеситель тестируют. Далее расскажем о том, как справиться с приводом. Алгоритм действий по замене ремня следующий:
- надо ослабить болты крепления моторчика;
- новый ремень надевают вначале на вал двигателя, после – на шкив;
- затягивают болты крепления (тут понадобится помощник, поскольку одному предстоит оттягивать мотор вниз, другому – зажимать крепления);
- в обратном порядке производят сборку.

А вот как шкив меняют:
- снимают защиту (кожух) с электродвигателя и отсоединяют провода от пускателя;
- ослабляя болты креплений, снимают ремень;
- также надо снять шкив и стопорное кольцо;
- на место отработанного шкива устанавливают новый и фиксируют его стопорным кольцом;
- возвращают на место ремень и защиту электродвигателя, не забывают про провода, которые надо подсоединить перед проверкой.

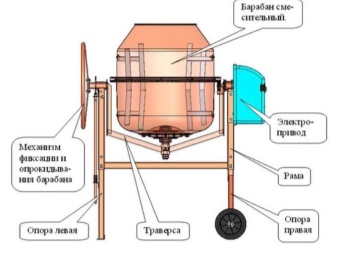
А теперь о замене шестерни. Чтобы заменить венечную шестерню секторного типа бетоносмеситель не разбирают, а меняют сектор за сектором. А вот для замены сплошного венца или ведущей шестерни, надо конструкцию разобрать.

Действуют таким образом:
- отсоединяют ёмкость от траверсы и удаляют отработанный механизм, снимая стопорное кольцо (не потеряйте шпонку);
- осуществляют замену на новую шестерню, вставляют шпонку и фиксируют её при помощи стопорного кольца;
- производят регулировку плотности зацепления.
Собирают агрегат в обратном направлении, особо обращая внимание на фиксацию регулирующих механизмов на валу для плотного примыкания ёмкости к траверсе.

При замене подшипника выполняют следующие действия.
- Перед ремонтом бетономешалки приобретают для замены точно такой же подшипник, что стоял на агрегате и вышел из строя. Чаще всего это подшипник 6203.
- Чтобы извлечь старую деталь, нужно вначале оголить двигатель, сняв с него коробку. Снимают барабан вместе с главной шестернёй и шпонкой. Аккуратно достают подшипник, лучше это сделать при помощи специального съёмника.
- Новый подшипник хорошо смазывают литолом и при помощи того же съёмника устанавливают на место отработанного элемента.
Если нет в хозяйстве съёмника, можно приспособить при замене одного подшипника на другой кусок трубы нужного размера и диаметра.


Почему нужен ремонт?
Ремонт бетономешалки может понадобиться по разным причинам, но чаще это происходит в следующих случаях:
- перегрузка агрегата (старайтесь выше установленных норм не перегружать технику);
- отсутствие регулярной чистки барабана (по инструкции после каждого рабочего процесса необходимо очищать барабан);
- неправильное хранение техники (инструменту нужно создать надлежащие условия хранения, чтобы детали не ржавели).
Особое внимание надо уделить ремонту расходников (ремни, приводные шестерни, переключатель и т. д.). Часто их износ связан с неправильным хранением и неверной эксплуатацией инструмента.

Гораздо реже приходится менять опорные подшипники и зубчатые венцы. Эти механизмы более долговечны и при правильной работе с бетономешалкой прослужат дольше. Кстати, чаще непригодными оказываются чугунные детали, и связано это с более низким качеством их литья.
Поэтому предпочтение стоить отдать, например, зубчатому венцу из пластика, а не из чугуна. Поскольку на этот механизм приходится значительная механическая нагрузка, опытные мастера стараются его заменить изначально или покупать бетоносмеситель сразу с пластиковым венцом.
Если взять подшипники, то они бывают бронзовые, стальные, но предпочтительнее использовать подшипники из капролона (полиамид). Мастера со стажем рекомендуют отдавать предпочтение подшипникам с шайбой.


Гарантийное обслуживание?
И ещё важный момент: не торопитесь браться за ремонт, если машина по замешиванию раствора находится на гарантийном обслуживании. Как только вы нарушите её целостность, производитель откажется вам её ремонтировать за свой счёт либо заменить на новую.
Самостоятельный ремонт бетономешалок оправдан, только когда истёк срок гарантии агрегата. При покупке вам должны вместе с чеком предоставить и гарантийный талон с установленным сроком. Всё это время производитель готов сам нести все затраты по ремонту вашей техники.
Ну а уж если по истечении гарантийного срока придётся что-то устранять своими руками, подойти к этому процессу предстоит со всей ответственностью. Если вам нужно будет разобрать бетономешалку, проследите за тем, чтобы открученные детали не потерялись, и выполняйте все действия последовательно.

Все о ремонте бетономешалок смотрите в видео ниже.





